
ASTM A500 at ASTM A501parehong partikular na tumutugon sa mga kinakailangan na may kaugnayan sa paggawa ng mga tubo na istruktural na gawa sa carbon steel.
Bagama't may mga pagkakatulad sa ilang aspeto, mayroon din silang kani-kanilang natatanging katangian at aplikasyon.
Susunod, titingnan natin ang mga pangunahing pagkakaiba sa pagitan ng ASTM A500 at ASTM A501 at kung paano ito ginagamit sa iba't ibang aplikasyon.

Mga Proseso ng Paggawa
Mga Proseso ng Paggawa ng ASTM A500
Ang tubo na ASTM A50 ay dapat gawin sa pamamagitan ng mga prosesong walang putol o hinang.
Ang mga hinang na tubo ay dapat gawin mula sa patag na bakal na pinagsama sa pamamagitan ng prosesong electric-resistance-welding (ERW).
Mga Proseso ng Paggawa ng ASTM A501
Ang mga tubo ay dapat gawin sa pamamagitan ng isa sa mga sumusunod na proseso: seamless, furnace butt welding (continuous welding); resistance welding o submerged arc welding.
Pagkatapos ay dapat itong muling painitin sa buong cross-section at i-thermoform sa pamamagitan ng mga proseso ng reduction o forming, o pareho.
Ang pangwakas na pagbuo ng hugis ay dapat gawin sa pamamagitan ng isang mainit na proseso ng paghubog.
Iba't ibang Proseso ng Paggawa
Ang parehong pamantayan ay nagpapahintulot sa paggamit ng mga pamamaraan sa paggawa ng mga walang tahi na tubo;
Kung ang proseso ng hinang ay ginagamit para sa pagmamanupaktura, ang ASTM A500 ay gumagamit ng electric-resistance-welded (ERW), habang ang ASTM A501 ay nagpapahintulot ng iba't ibang pamamaraan ng hinang, kabilang ang electric-resistance-welded (ERW), submerged arc welding (SAW), atbp.
Gayunpaman, hinihiling ng ASTM A501 na ang tubo ay sumailalim sa heat treatment, na nakakatulong upang mapabuti ang pagkakapareho at mekanikal na katangian ng materyal. Ang layunin ng thermoforming ay upang mapabuti ang mga katangian ng materyal sa pamamagitan ng heat treatment sa tubo bago pa man mapinal ang hugis nito.
Ang ASTM A500 ay walang ganitong detalyadong mga kinakailangan.
Klasipikasyon ng mga Baitang
Saklaw ng Naaangkop na Sukat

Mga Bahaging Kemikal

Kung pagsasama-samahin, may ilang pagkakaiba sa mga kemikal na komposisyon ng mga tubo na gawa sa istrukturang carbon steel na tinukoy sa dalawang pamantayan, ang ASTM A500 at ASTM A501.
Sa ASTM A500, ang Grade B at Grade D ay may parehong mga kinakailangan sa kemikal na komposisyon, habang ang Grade C ay may mas mababang nilalaman ng carbon kumpara sa B at D. Sa ASTM A501, ang kemikal na komposisyon ng Grade A ay kapareho ng sa Grade B, habang ang Grade C ay may mas mababang nilalaman ng carbon kumpara sa Grade B.
Sa ASTM A501, ang kemikal na komposisyon ng Grade A ay katulad ng sa Grades B at D ng A500, ngunit sa Grades B at C ang nilalaman ng carbon ay nabawasan, ang nilalaman ng manganese ay bahagyang tumaas, at ang nilalaman ng phosphorus at sulfur ay mas mababa kaysa sa Grade A.
Ang nilalaman ng tanso ay nananatiling isang pare-parehong minimum na kinakailangan sa lahat ng grado.
Ang iba't ibang kinakailangan sa komposisyong kemikal ay sumasalamin sa mga partikular na pangangailangan ng dalawang pamantayan para sa iba't ibang proseso at aplikasyon ng produksyon, na tinitiyak na ang materyal ay nakakatugon sa pamantayan ng pagganap para sa malawak na hanay ng mga aplikasyon sa inhenyeriya at istruktura.
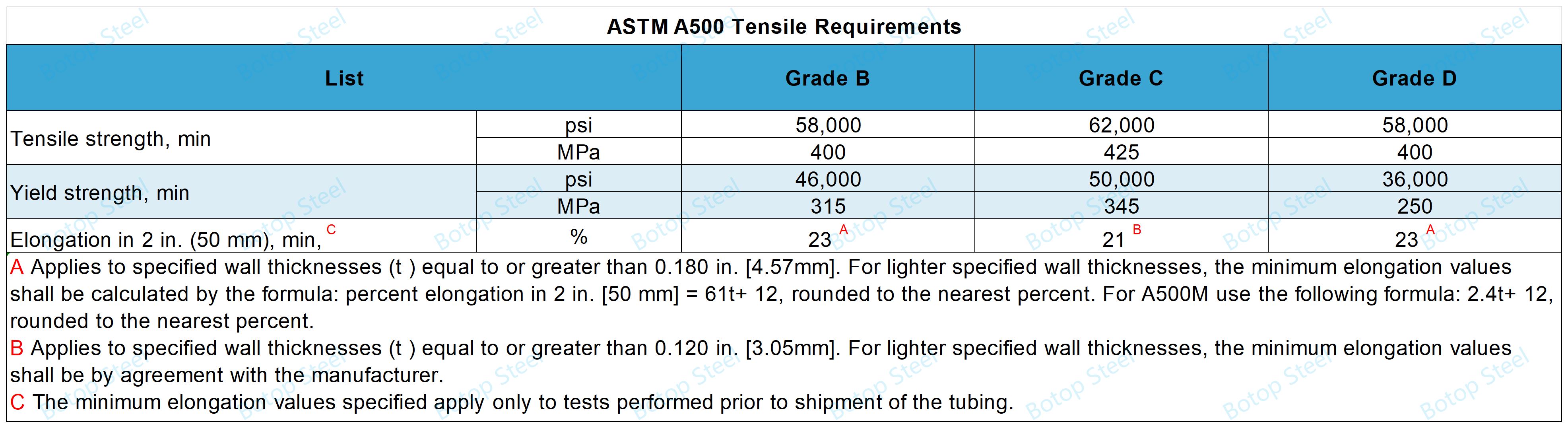
Pagganap ng Mekanikal
ASTM A500 Mekanikal na Pagganap
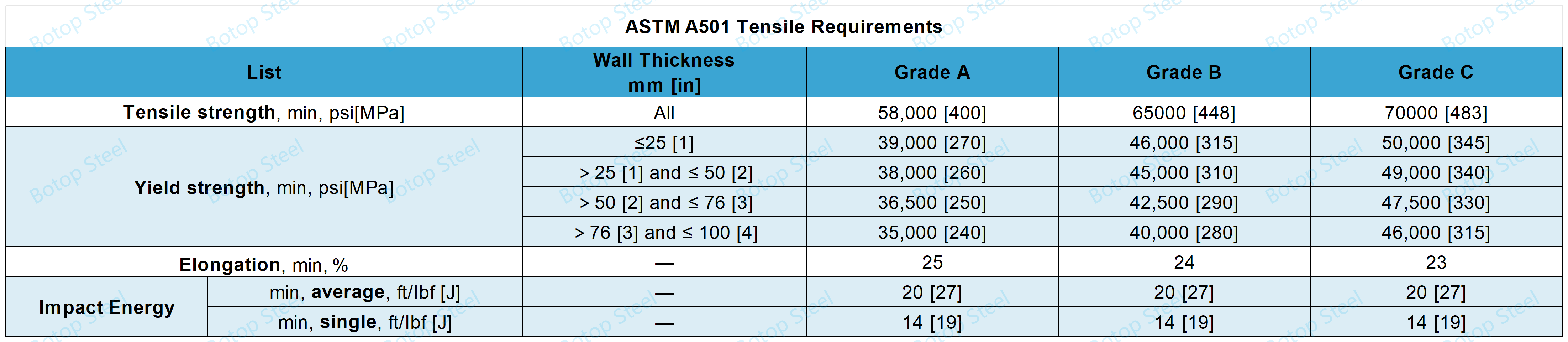
ASTM A501 Pagganap ng Mekanikal
Iba't ibang Mekanikal na Katangian
Ang mga materyales sa A501 ay karaniwang nag-aalok ng mas mataas na antas ng lakas dahil sa tumaas na lakas ng bakal mula sa proseso ng mainit na pagbuo.
Mga Proyektong Pang-eksperimento
Ang magkakaibang mga kinakailangan para sa mga pang-eksperimentong aytem sa dalawang pamantayan ay sumasalamin sa mga proseso ng pagmamanupaktura at mga nilalayong gamit ng dalawang magkaibang tubo na ito.
Ang pamantayang ASTM A500 ay nangangailangan ng Thermal Analysis, Product Analysis, at Mechanical Properties bilang karagdagan sa Flattening Test, Flaring Test, at Wedge Crush Tes upang matiyak na ang proseso ng cold forming ay hindi negatibong makakaapekto sa mga katangian ng materyal.
Binibigyang-diin ng pamantayang ASTM A501 ang proseso ng thermoforming, at dahil ang mga produktong thermoformed ay initin na habang nasa proseso ng paggawa, ang mga pagsubok na ito ay maaaring ituring na kalabisan dahil natiyak na ng heat treatment ang plasticity at toughness ng materyal.
Mga Larangan ng Aplikasyon
Bagama't pareho silang gumaganap ng isang estruktural na papel, ang diin ay magiging magkaiba.
Ang mga tubo na gawa sa ASTM A500 ay malawakang ginagamit sa mga istruktura ng gusali, paggawa ng makinarya, mga frame ng sasakyan, at kagamitang pang-agrikultura dahil sa mahusay nitong katangian sa pagbaluktot at pagwelding.

Ang mga tubo na gawa sa ASTM A501 ay mas angkop para sa mga aplikasyon sa pagtatayo at istruktura na nangangailangan ng mas mataas na lakas at tibay, tulad ng pagtatayo ng tulay at malalaking istrukturang sumusuporta, dahil sa mahusay nitong tibay at tibay.

Ang parehong pamantayan ay nagbibigay ng gabay para sa paggawa ng mataas na kalidad na tubo na gawa sa carbon steel, ngunit ang pinakamahusay na pagpipilian ay nakasalalay sa mga kinakailangan at limitasyon ng isang partikular na proyekto.
Kung ang isang istraktura ay kailangang gumana nang maayos sa isang kapaligirang mababa ang temperatura, maaaring mas mainam ang ASTM A501 dahil ang tumaas na tibay mula sa mainit na pagbubuo ay nagbibigay ng mas mahusay na resistensya sa malutong na bali. Sa kabaligtaran, kung ang istraktura ay itatayo para sa isang panloob na kapaligiran, maaaring sapat na ang ASTM A500, dahil maaari itong magbigay ng kinakailangang lakas at kakayahang magamit, habang posibleng mas mura.
Mga Tag: a500 vs a501, astm a500, astm a501, carbon steel, istruktural na tubo.
Oras ng pag-post: Mayo-06-2024