
BS EN 10210 bakal na tuboay hot-finished hollow sections ng unalloyed at fine-grain steels para sa malawak na hanay ng mga aplikasyon sa istruktura at mekanikal na istruktura. Naglalaman ng bilog, parisukat, hugis-parihaba, at hugis-itlog na mga seksyon.
Ang EN 10210 at BS EN 10210 ay magkaparehong pamantayan ngunit may magkakaibang organisasyon.

Mga Pindutan sa Pag-navigate
Pag-uuri ng BS EN 10210
Saklaw ng Sukat ng BS EN 10210
Mga Hilaw na Materyales
Pangalan ng BS EN 10210 Steel
Mga Kundisyon sa Paghahatid ng BS EN 10210
Kemikal na Komposisyon ng BS EN 10210
Mechanical Properties ng BS EN 10210
Mga Pagsusuri sa Epekto
Weldability
Dimensional Tolerance
Hitsura sa Ibabaw
Galvanized
Pag-aayos ng mga Depekto sa Ibabaw
Pagmamarka ng BS EN 10210
Mga aplikasyon
Aming Mga Kaugnay na Produkto
Pag-uuri ng BS EN 10210
Ayon sa Uri ng Bakal
Mga espesyal na bakal na hindi pinaghalo at pinaghalo
Mga walang haluang bakal:S235JRH, S275JOH ,S275J2H, S355JOH, S355J2H, S355K2H , S275NH、S275NLH、S355NH、S355NLH.
Alloyed espesyal na bakal: S420NH, S420NLH, S460NH, S460NLH.
Ang isang simpleng paraan ng pagkilala ay: sa pangalan ng bakal, kung ang lakas ng ani ng index ay nagsisimula sa numerong '4', para sa haluang metal na bakal.
Sa pamamagitan ng Proseso ng Paggawa
Ang mga istrukturang guwang na seksyon ay dapat gawin ngwalang tahi o hinang mga proseso.
Ang seamless ay kinabibilangan ng: hot-finished at cold-finished
Kasama sa mga karaniwang weld ang Electric Resistance Welding (ERW) at submerged Arc Welding (SAW): LSAW, SSAW.
Karaniwang hindi nangangailangan ng panloob na weld trimming ang mga electric welded hollow section.
Sa pamamagitan ng Cross-section na Hugis
CHS: mga pabilog na guwang na seksyon;
RHS: parisukat o parihabang guwang na mga seksyon;
EHS: elliptical hollow na mga seksyon;
Ang artikulong ito ay inayos ayon sa circular cross-section (CHS) ng nauugnay na nilalaman.
Saklaw ng Sukat ng BS EN 10210
Kapal ng pader: ≤120mm
Panlabas na diameter:
Round (CHS): Panlabas na diameter≤2500 mm;
Square (RHS): Panlabas na diameter≤ 800 mm × 800 mm;
Parihaba (RHS): Panlabas na diameter≤750 mm × 500 mm;
Oval(EHS): Panlabas na diameter≤ 500 mm × 250 mm.
Mga Hilaw na Materyales
Hindi pinaghalo at pinong butil na bakal.
Unalloyed steel apat na katangian JR, JO, J2, at K2 ay tinukoy.
Pinong butil na bakal: apat na katangiang N at NL ang tinukoy.
Ang mga pinong butil na bakal ay mga bakal na may pinong istraktura ng butil, na may ferrite grain na sukat ≥ 6.
Pangalan ng BS EN 10210 Steel
Para sa mga non-alloy steel hollow na seksyon ang pagtatalaga ng bakal ay binubuo
Halimbawa: BS EN 10210-S275J0H
ay binubuo ng apat na bahagi:S, 275, J0, at H.
1.S: ay nagpapahiwatig na ang structural steel.
2.Numerical value(275): kapal ≤ 16mm para sa pinakamababang tinukoy na lakas ng ani, sa MPa.
3.JR: ay nagpapahiwatig na sa temperatura ng silid na may mga partikular na katangian ng epekto;
J0: ay nagpapahiwatig na sa 0 ℃ na may mga tiyak na katangian ng epekto;
J2 o K2: ipinahiwatig sa -20 ℃ na may mga partikular na katangian ng epekto;
4.H: ay nagpapahiwatig ng mga guwang na seksyon.
Para sa fine grain steel structural hollow sections ang pagtatalaga ng bakal ay binubuo
Halimbawa: EN 10210-S355NLH
Binubuo ng limang bahagi:S, 355, N, L, at H.
1. S: nagpapahiwatig ng istrukturang bakal.
2. Numerical na halaga(355): kapal ≤ 16mm minimum na tinukoy na lakas ng ani, ang yunit ay MPa.
3. N: standardized o standardized rolling.
4. L: mga partikular na katangian ng epekto sa -50 °C.
5.H: nagsasaad ng guwang na seksyon.
Mga Kundisyon sa Paghahatid ng BS EN 10210
JR, J0, J2 at K2 - tapos na mainit.
N at NL - na-normalize. Kasama sa normalized ang normalized na pinagsama.
JR, J0, J2 at K2 - mainit na nagtrabaho
N at NL - Pag-normalize. Kasama sa normalizing ang pag-normalize ng rolling.
Maaaring kailanganin para sa mga seamless hollow section na may kapal ng pader na higit sa 10 mm, o kapag ang T/D ay higit sa 0,1, na maglapat ng pinabilis na paglamig pagkatapos ng austenitizing upang makamit ang nilalayon na istraktura, o liquid quenching at tempering upang makamit ang mga tinukoy na mekanikal na katangian.
Para sa mga seamless hollow section na may kapal ng pader na lampas sa 10 mm, o kapag ang T/D ay mas malaki sa 0.1, maaaring kailanganin ang pinabilis na paglamig pagkatapos ng austenitization upang makamit ang nais na istraktura, o liquid quenching at tempering upang makamit ang mga tinukoy na mekanikal na katangian.
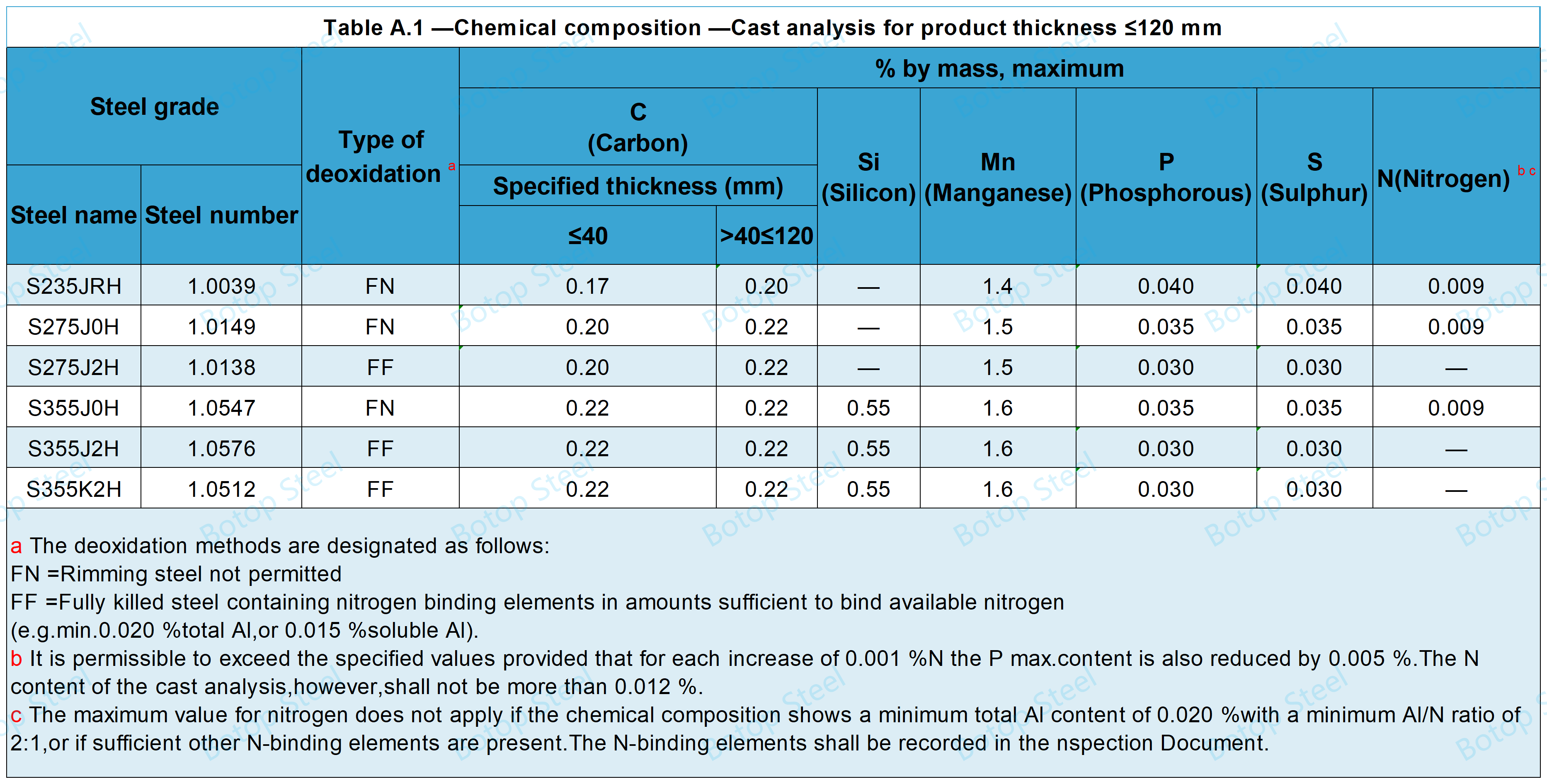
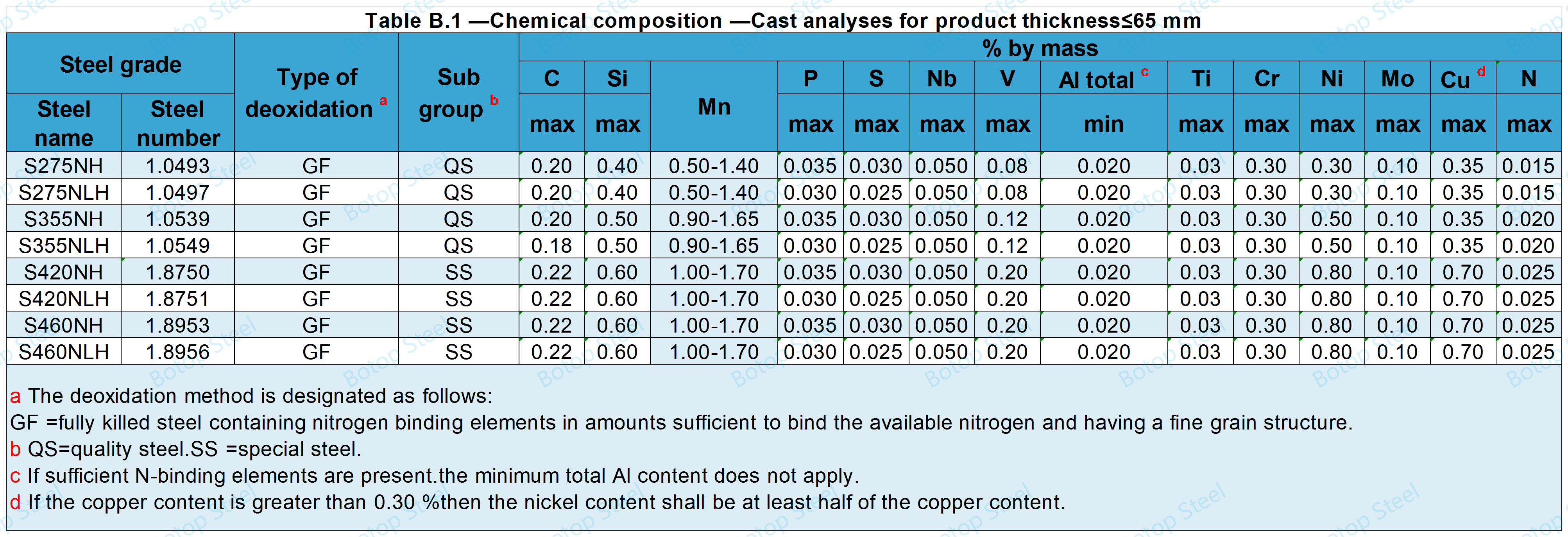
Kemikal na Komposisyon ng BS EN 10210
Non-alloy Steels - Komposisyon ng kemikal
Fine Grain Steels - Komposisyon ng kemikal
Kapag tinutukoy ang CEV ang sumusunod na pormula ay dapat gamitin:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
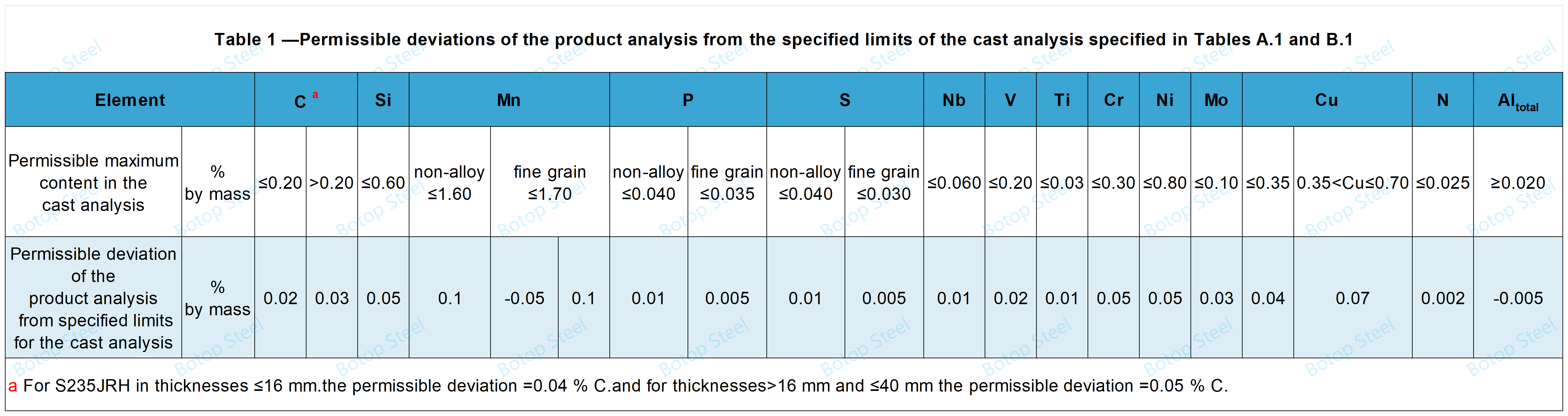
Paglihis sa Komposisyon ng Kemikal
Mechanical Properties ng BS EN 10210
Ang pagpapagaan ng stress na pagsusubo sa higit sa 580 °C o higit sa isang oras ay maaaring humantong sa pagkasira ng mga mekanikal na katangian.
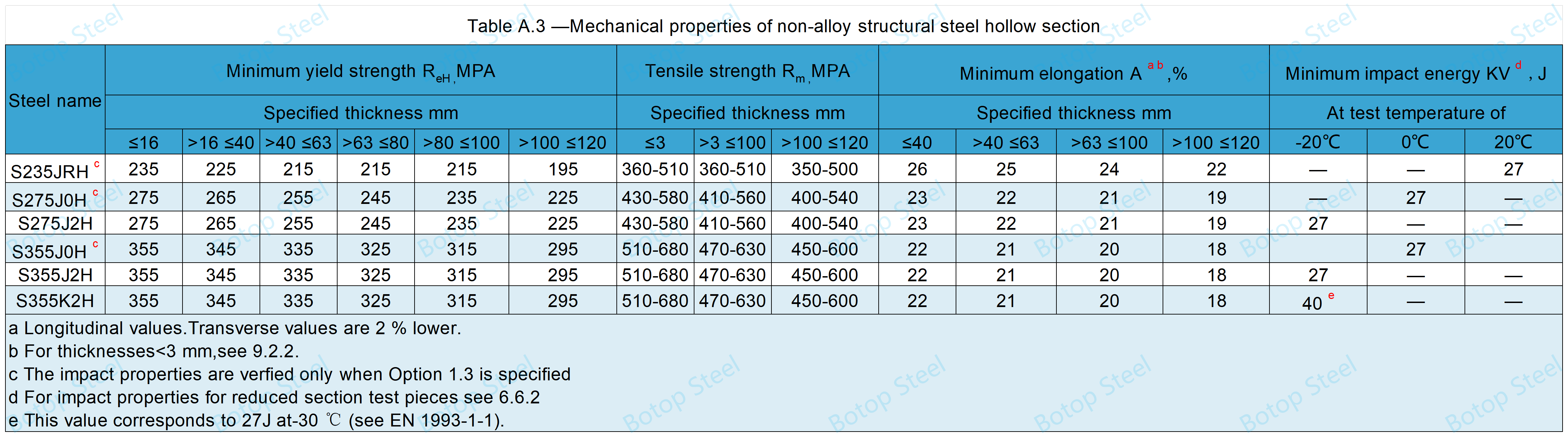
Non-alloy Steels - Mga Katangiang Mekanikal
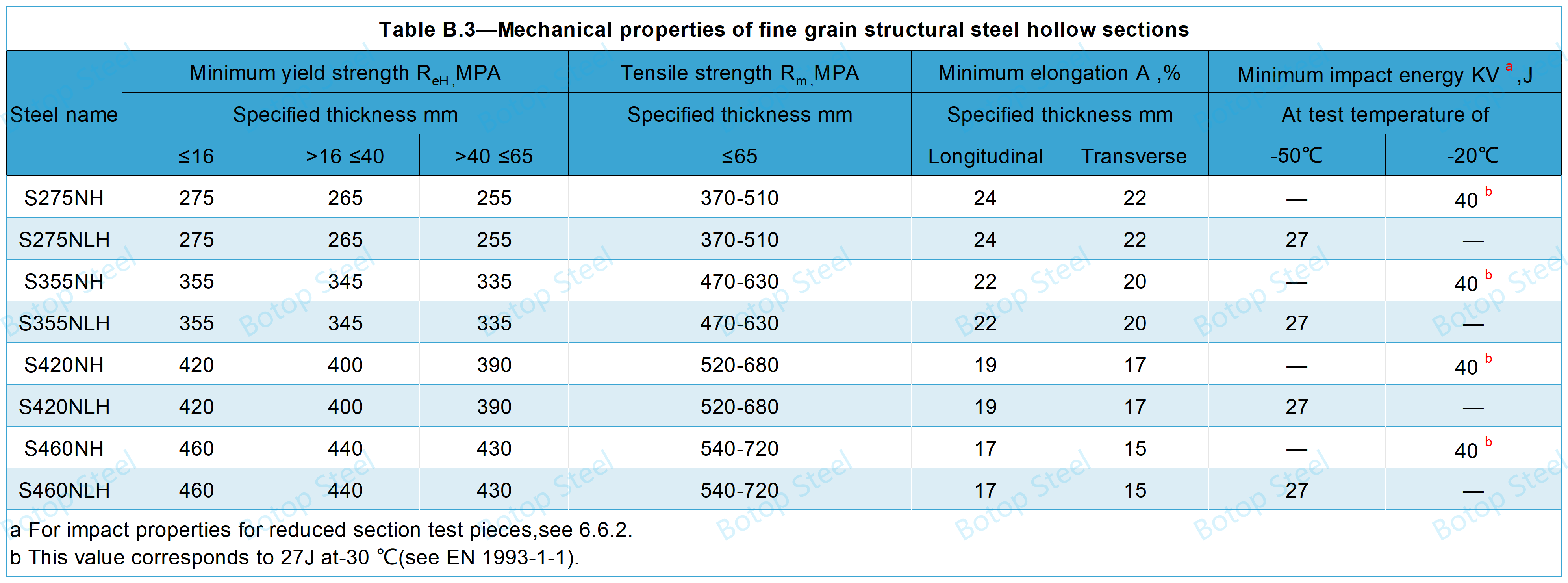
Fine Grain Steels - Mga Katangiang Mekanikal
Mga Pagsusuri sa Epekto
Hindi kinakailangan ang pagsusuri sa epekto kapag ang tinukoy na kapal < ay 6 mm.
Ang mga karaniwang V-notched na specimen ayon sa EN 10045-1 ay dapat gamitin.
Kung ang nominal na kapal ng produkto ay hindi sapat para sa paghahanda ng mga standardized na specimen, ang mga pagsusuri ay dapat isagawa gamit ang mga specimen na may lapad na mas mababa sa 10 mm, ngunit hindi bababa sa 5 mm.
Weldability
Ang mga bakal sa BS EN 10210 ay weldable.
Tinukoy ng EN 1011-1 at EN 1011-2 ang mga pangkalahatang kinakailangan para sa mga welded na produkto.
Ang malamig na pag-crack sa weld zone ang pangunahing panganib habang ang kapal ng produkto, antas ng lakas, at pagtaas ng CEV.
Dimensional Tolerance
Mga Pagpapahintulot sa Hugis, Straightness at Mass

Mga Pagpapahintulot sa Haba

Taas ng tahi ng SAW Weld
Pagpapahintulot sa taas ng panloob at panlabas na weld seam para sa mga nakalubog na arc welded hollow na mga seksyon.
| Kapal, T | Pinakamataas na taas ng weld bead, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
Ang pamantayan ng BS EN 10210 ay sumasaklaw sa parehong walang tahi at hinang na hot-finished hollow section na mga produkto. Ang pangunahing proseso ng welding ay resistance welding (ERW) at submerged arc welding (SAW). Ang mga weld sa ERW steel pipe ay higit na hindi nakikita, habang ang SAW welds ay kadalasang mas magaspang at mas nakikita dahil sa SAW.
Hitsura sa Ibabaw
Ang ibabaw ay dapat magkaroon ng makinis na pagtatapos na naaayon sa paraan ng pagmamanupaktura na ginamit;
Kung ang kapal ay nasa loob ng tolerance, ang mga bumps, grooves, o shallow longitudinal grooves na nagreresulta mula sa proseso ng pagmamanupaktura ay pinahihintulutan.
Galvanized
Ang mga produkto sa BS EN 10210 ay angkop para sa hot dip galvanizing treatment.
Ang EN ISO 1461 ay dapat gamitin upang tukuyin ang mga kinakailangan sa patong.
Ang mga zinc coatings ay inilalapat sa pamamagitan ng paglulubog sa isang molten solution na naglalaman ng hindi bababa sa 98% na nilalaman ng zinc.
Pag-aayos ng mga Depekto sa Ibabaw
Maaaring alisin ang mga depekto sa ibabaw sa pamamagitan ng paggiling ng tagagawa, sa kondisyon na ang naayos na kapal ay hindi bababa sa pinakamababang pinapahintulutang kapal.
Kung ginawa ng proseso ng hinang, hindi pinahihintulutan ang pagkumpuni ng mga hinang maliban sa nakalubog na arc welding.
Maaaring ayusin ang non-alloy steel pipe sa pamamagitan ng pagwelding ng pipe body. Maaaring hindi maayos ang alloy steel pipe sa pamamagitan ng pagwelding ng katawan.
Pagmamarka ng BS EN 10210
Ang mga nilalaman ng pagmamarka ng bakal na tubo ay naglalaman ng:
ay ang pangalan ng bakal, hal EN 10210-S275JOH.
ay ang pangalan o trademark ng tagagawa.
isang identification code, hal. isang order number.
Ang BS EN 10210 steel tubes ay maaaring markahan ng iba't ibang paraan upang matiyak ang kadalian ng pagkakakilanlan at traceability, alinman sa pamamagitan ng pagpipinta, pag-stamp, adhesive label, o karagdagang mga label, na maaaring gamitin nang isa-isa o pinagsama.
Mga aplikasyon
Dahil sa mataas na lakas nito, magandang tibay, at weldability, ang BS EN 10210 ay nakakatiis ng malawak na hanay ng mga kapaligiran at mga kondisyon ng paglo-load at malawakang ginagamit sa iba't ibang mga structural application.
Mga istruktura ng gusali: hal. mga kalansay para sa matataas na gusali, mga istruktura ng bubong para sa mga stadium, at mga elemento ng suporta para sa mga tulay.
Mechanical engineering: mga frame at suporta para sa makinarya at mabibigat na kagamitan.
Civil engineering: tulad ng mga tunnel support, mga haligi ng tulay, at iba pang istrukturang nagdadala ng pagkarga.
Imprastraktura ng transportasyon: kabilang ang mga bahagi para sa mga kalsada at tulay ng riles.
Sektor ng enerhiya: hal. wind turbine tower at iba pang istruktural na bahagi para sa mga pasilidad ng enerhiya.
Aming Mga Kaugnay na Produkto
Kami ay isang de-kalidad na welded carbon steel pipe na tagagawa at supplier mula sa China, at isa ring seamless steel pipe stockist, na nag-aalok sa iyo ng malawak na hanay ng mga solusyon sa steel pipe!
Mga tag: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Oras ng post: Abr-25-2024