
JIS G 3456 Pipe na bakalay ang mga carbon steel tube ay pangunahing angkop para sa paggamit sa mga kapaligiran ng serbisyo na may mga panlabas na diameter sa pagitan ng 10.5 mm at 660.4 mm sa mga temperatura na higit sa 350 ℃.

Mga Pindutan sa Pag-navigate
JIS G 3456 Pag-uuri ng Marka
Mga Hilaw na Materyales
JIS G 3456 Mga Proseso sa Paggawa
Katapusan ng Pipe
Mainit na Paggamot
Mga Chemical na Bahagi ng JIS G 3456
Tensile Test ng JIS G 3456
Eksperimento sa Pag-flatte
Pagsusuri sa Kakayahang Mabaluktot
Hydraulic Test o Nondestructive Test (NDT)
Tsart ng Timbang ng Pipe at Mga Iskedyul ng Pipe ng JIS G 3456
Mga Dimensional Tolerance
Hitsura
JIS G 3456 Pagmamarka
JIS G 3456 Steel Pipe Application
Mga Pamantayan na Kaugnay sa JIS G 3456
Aming Mga Kaugnay na Produkto
JIS G 3456 Pag-uuri ng Marka
Ang pamantayang JIS G 3456 ay may tatlong grado ayon sa lakas ng makunat ng tubo.
STPT370,STPT410 at STPT480
Kinakatawan nila ang mga tubo na may pinakamababang lakas ng tensile na 370, 410, at 480 N/mm² (MPa) ayon sa pagkakabanggit.
Mga Hilaw na Materyales
Ang mga tubo ay dapat gawin mula sa pinatay na bakal.
Ang pinatay na bakal ay isang espesyal na uri ng bakal na nailalarawan sa pamamagitan ng pagdaragdag ng mga partikular na elemento, tulad ng aluminyo at silikon, sa panahon ng proseso ng pagtunaw upang sumipsip at magbigkis ng oxygen at iba pang nakakapinsalang dumi sa bakal.
Ang prosesong ito ay epektibong nag-aalis ng mga gas at impurities, sa gayon ay nagpapabuti sa kadalisayan at pagkakapareho ng bakal.
JIS G 3456 Mga Proseso sa Paggawa
Ginawa gamit ang naaangkop na kumbinasyon ng mga proseso ng pagmamanupaktura ng tubo at mga pamamaraan ng pagtatapos.
| Simbolo ng grado | Simbolo ng proseso ng pagmamanupaktura | ||
| Proseso ng paggawa ng tubo | Paraan ng pagtatapos | Pagmamarka | |
| STPT370 STPT410 STPT480 | Walang pinagtahian:S | Mainit na natapos:H Malamig na natapos:C | Gaya ng ibinigay sa 13 b). |
| Electric resistance welded:E Hinangin ang butt:B | Mainit na natapos:H Malamig na natapos:C Habang hinangin ang electric resistance:G | ||
Para saSTPT 480grade pipe, seamless steel pipe lang ang gagamitin.
Kung gagamitin ang resistance welding, ang mga welds sa panloob at panlabas na ibabaw ng pipe ay dapat alisin upang makakuha ng makinis na weld.
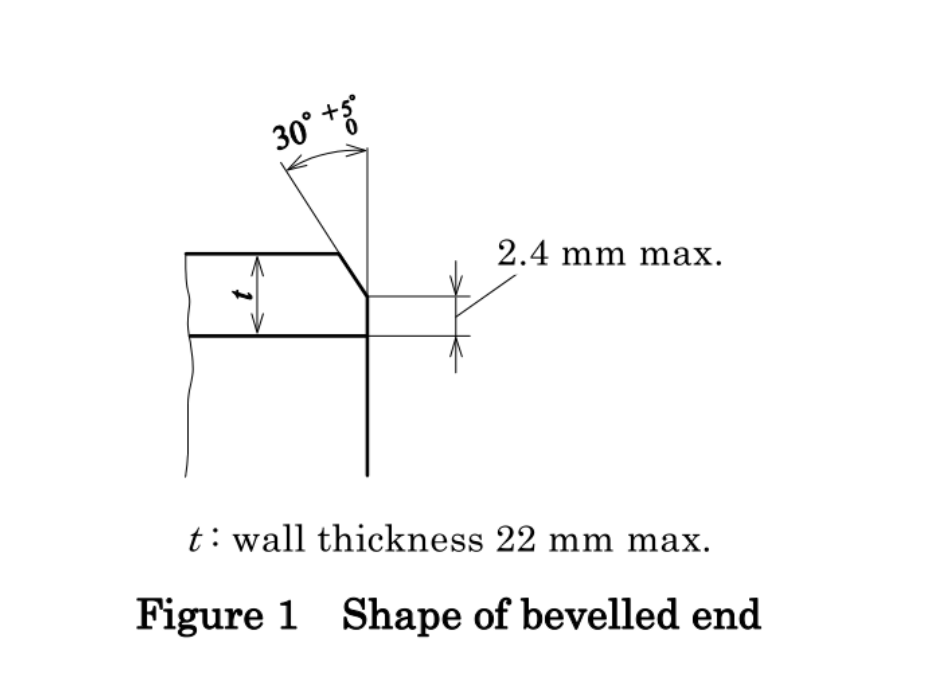
Katapusan ng Pipe
Ang tubo ay dapat napatag na dulo.
Kung ang tubo ay kailangang iproseso sa isang tapyas na dulo, para sa kapal ng dingding ≤ 22mm steel pipe, ang anggulo ng tapyas ay 30-35°, tapyas na lapad ng gilid ng bakal na tubo: ay max 2.4mm.
Wall kapal mas malaki kaysa sa 22mm steel pipe sloping dulo, sa pangkalahatan ay naproseso bilang isang composite bevel, ang pagpapatupad ng mga pamantayan ay maaaring sumangguni sa mga kaugnay na kinakailangan ng ASME B36.19.
Mainit na Paggamot
Piliin ang naaangkop na proseso ng paggamot sa init ayon sa grado at proseso ng pagmamanupaktura.

Mga Chemical na Bahagi ng JIS G 3456
Pagsusuri sa Komposisyon ng Kemikal
Ang paraan ng pagsusuri ng init ay dapat alinsunod sa JIS G 0320.
Ang paraan ng pagsusuri ng produkto ay dapat alinsunod sa JIS G 0321.
| Simbolo ng grado | C(Carbon) | Si(Silicon) | Mn(Manganese) | P(Posporus) | S(Sulfur) |
| max | max | max | |||
| STPT370 | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| STPT410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| STPT480 | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
Mga Pagpapahintulot para sa Komposisyon ng Kemikal
Ang mga seamless steel pipe ay sasailalim sa mga tolerance sa Talahanayan 3 ng JIS G 0321.
Ang mga resistensyang welded steel pipe ay sasailalim sa mga tolerance sa Talahanayan 2 ng JIS G 0321.
Tensile Test ng JIS G 3456
Mga Paraan ng Pagsubok: Ang mga pamamaraan ng pagsubok ay dapat sumunod sa mga pamantayan sa JIS Z.2241.
Ang tubo ay dapat matugunan ang mga kinakailangan na ibinigay sa Talahanayan 4 para sa tensile strength, yield strength, at elongation.
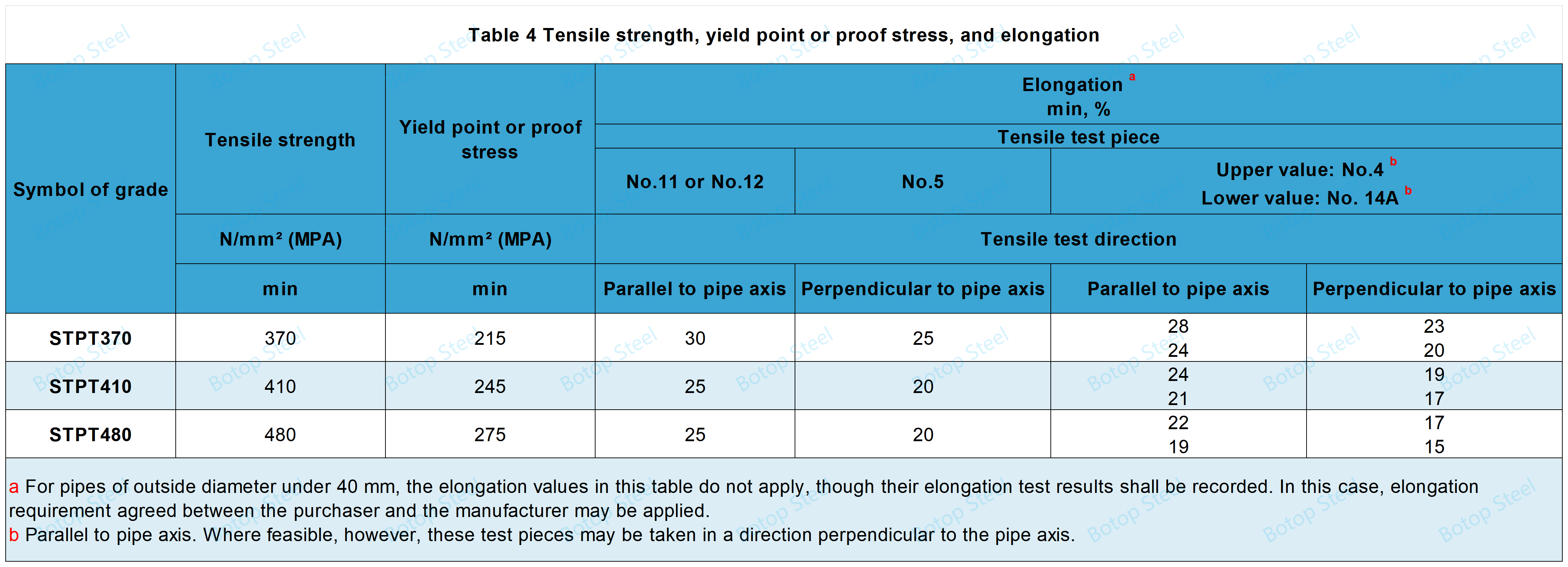
Ang test piece na ginamit ay dapat ng No. 11, No. 12 (No. 12A, No. 12B, o No. 12C), No. 14A, No. 4 o No. 5 na tinukoy sa JIS Z 2241.
Ang diameter ng Test piece No. 4 ay dapat na 14 mm (haba ng gauge 50 mm).
Ang mga piraso ng pagsubok No. 11 at No. 12 ay dapat kunin nang kahanay sa pipe axis,
Mga piraso ng pagsubok No. 14A at No. 4, alinman sa parallel o patayo sa pipe axis,
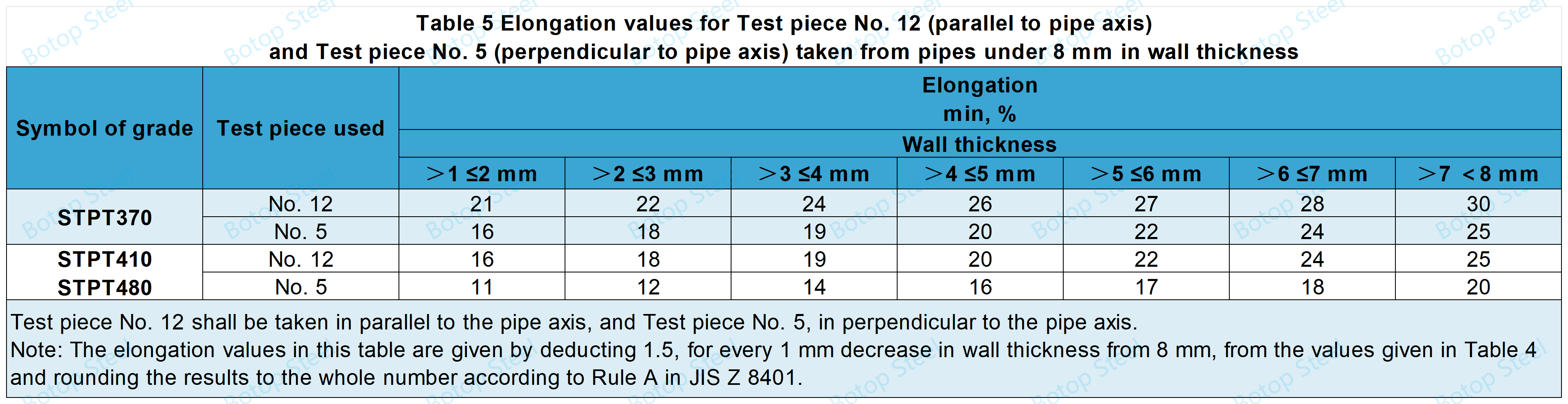
at Test piece No. 5, patayo sa pipe axis.
Ang test piece No. 12 o No. 5 na kinuha mula sa electric resistance welded steel pipe ay hindi dapat maglaman ng weld.
Para sa tensile test ng mga tubo na mas mababa sa 8 mm ang kapal na isinagawa gamit ang Test piece No. 12 o Test piece No. 5, ang elongation requirement na ibinigay sa Table 5 ay dapat ilapat.
Eksperimento sa Pag-flatte
Sa temperatura ng silid (5°C - 35°C), patagin ang ispesimen sa pagitan ng dalawang platform hanggang ditoang distansya (H) sa pagitan ng mga ito ay umaabot sa tinukoy na halaga at pagkatapos ay suriin kung may mga bitak.
H=(1+e)t/(e+t/D)
н: distansya sa pagitan ng mga platens (mm)
t: kapal ng pader ng tubo (mm)
D: panlabas na diameter ng pipe (mm)
е: pare-parehong tinukoy para sa bawat grado ng tubo:
0.08 para sa STPT370,
0.07 para sa STPT410 at STPT480
Pagsusuri sa Kakayahang Mabaluktot
Naaangkop ang bendability sa mga tubo na may diameter sa labas na 60.5 mm o mas mababa.
Paraan ng pagsubok Sa temperatura ng silid (5°C hanggang 35°C), ibaluktot ang piraso ng pagsubok sa palibot ng mandrel hanggang sa 6 na beses ang panloob na radius ng panlabas na diameter ng tubo at suriin kung may mga bitak. Sa pagsubok na ito, ang weld ay dapat na matatagpuan humigit-kumulang 90° mula sa pinakalabas na bahagi ng liko.
Ang pagsubok sa Bendability ay maaari ding isagawa alinsunod sa kinakailangan na ang panloob na radius ay apat na beses ang panlabas na diameter ng tubo at ang anggulo ng liko ay 180°.
Hydraulic Test o Nondestructive Test (NDT)
Isang hydraulic test o non-destructive test ang dapat gawin sa bawat pipe.
Hydraulic Test
Hawakan ang tubo nang hindi bababa sa pinakamababang haydroliko na presyon ng pagsubok na tinukoy nang hindi bababa sa 5 segundo at obserbahan na ang tubo ay kayang tiisin ang presyon nang walang pagtagas.
Ang oras ng Hydraulic ay tinukoy ayon sa Iskedyul ng pipe ng bakal.
| Talahanayan 6 Pinakamababang hydraulic test pressure | ||||||||||
| Nominal na kapal ng pader | Numero ng iskedyul: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Pinakamababang haydroliko na presyon ng pagsubok, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Hindi mapanirang Pagsusulit
Kung ginamit ang ultrasonic inspeksyon, ang mga signal mula sa mga sample ng sanggunian na naglalaman ng mga pamantayan ng sangguniang uri ng UD, tulad ng tinukoy sa JIS G 0582, ay dapat gamitin bilang mga antas ng alarma; anumang signal mula sa pipe na katumbas o mas malaki kaysa sa antas ng alarma ay dapat tanggihan. Bilang karagdagan, ang pinakamababang lalim ng mga square recess para sa mga tubo ng pagsubok, maliban sa malamig na pagtatapos, ay dapat na 0.3 mm.
Kung gagamitin ang eddy current inspection, ang mga signal mula sa isang EY type reference standard na tinukoy sa JIS G 0583 ay dapat gamitin bilang antas ng alarma; anumang signal mula sa pipe na katumbas o mas malaki kaysa sa antas ng alarma ay dapat maging dahilan ng pagtanggi.
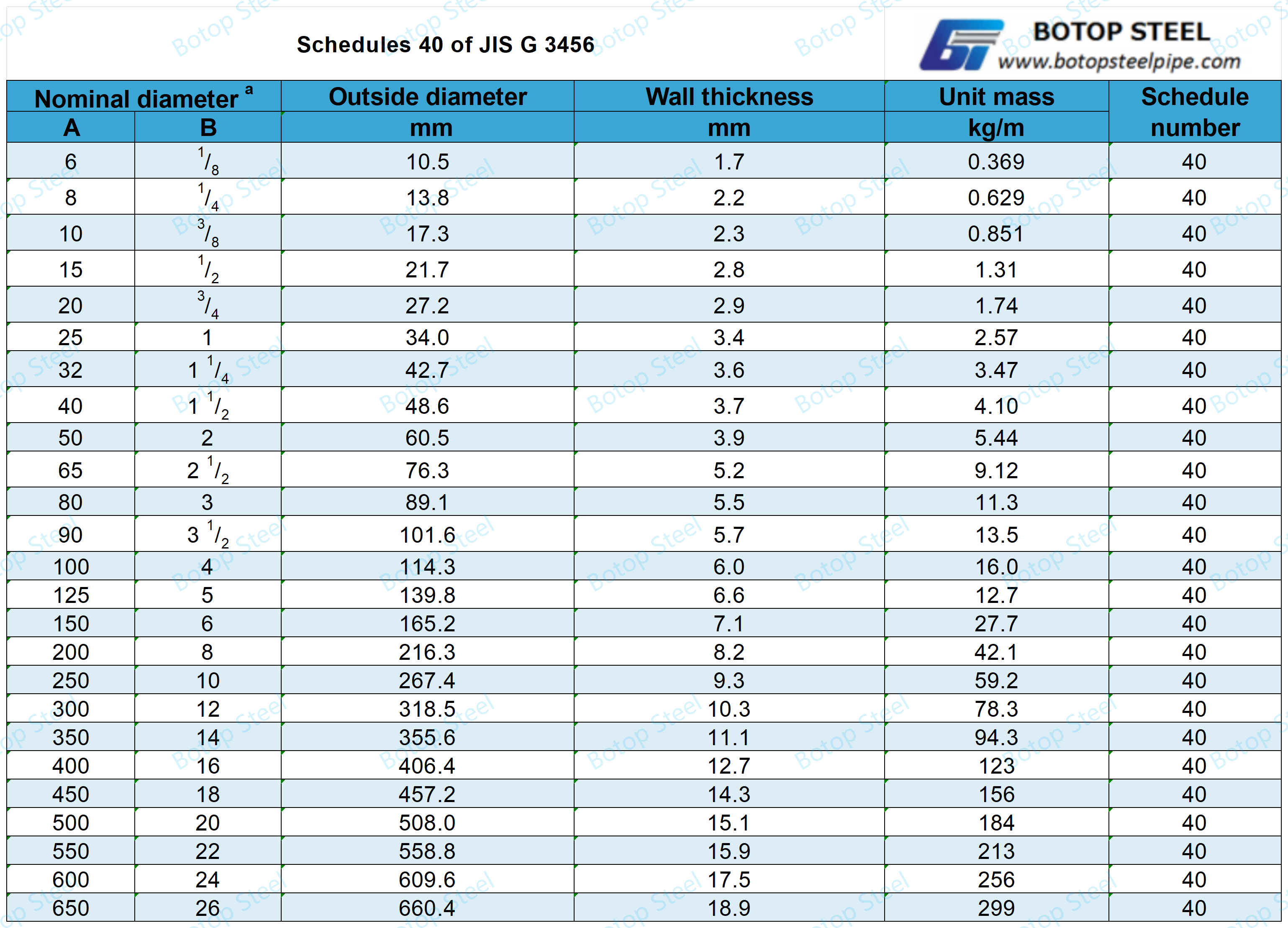
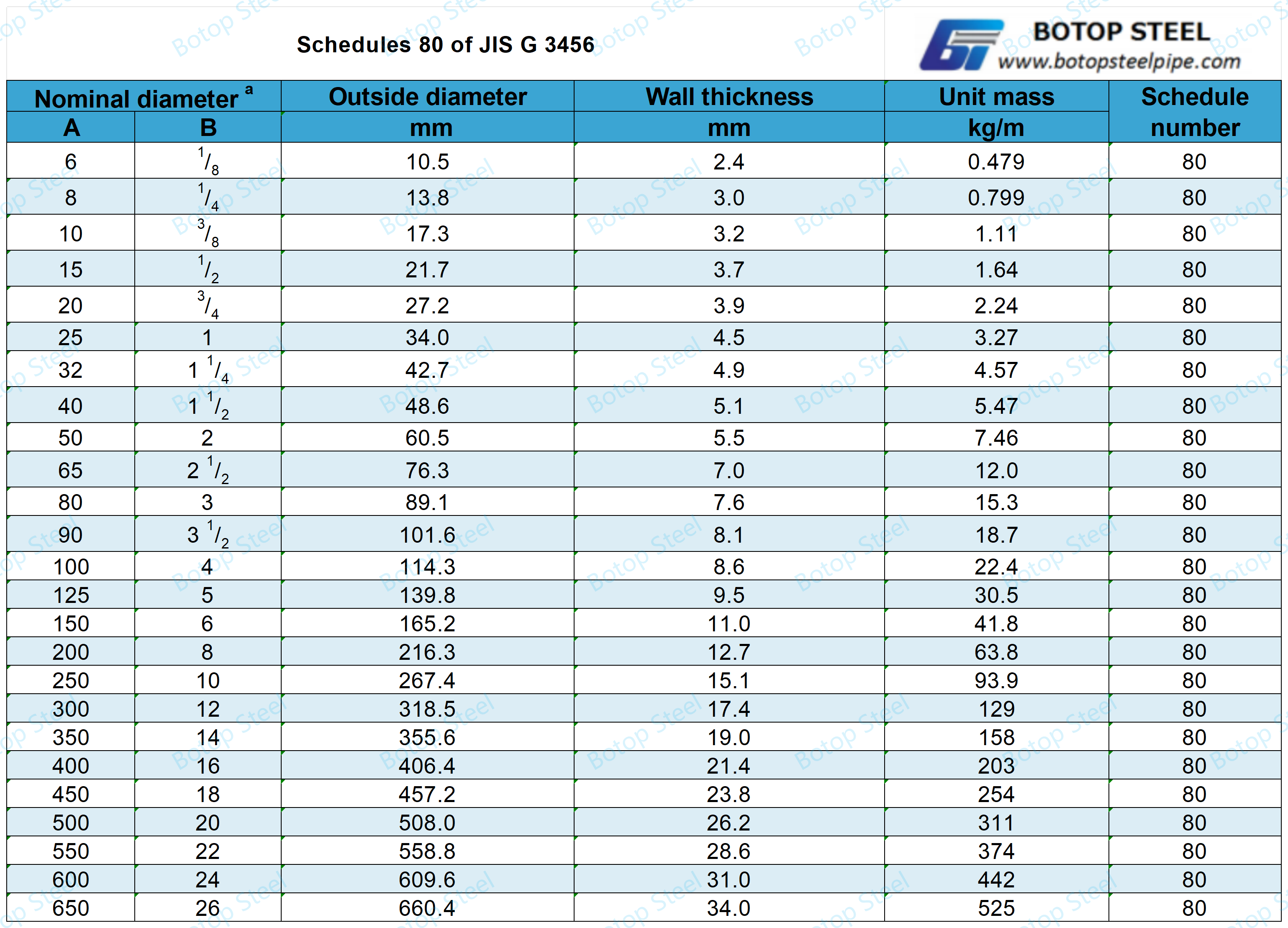
Tsart ng Timbang ng Pipe at Mga Iskedyul ng Pipe ng JIS G 3456
Formula ng Pagkalkula ng Timbang ng Steel Pipe
Ipagpalagay ang density na 7.85 g/cm³ para sa steel tube at bilugan ang resulta sa tatlong makabuluhang figure.
W=0.02466t(Dt)
W: yunit ng masa ng tubo (kg/m)
t: kapal ng pader ng tubo (mm)
D: panlabas na diameter ng pipe (mm)
0.02466: conversion factor para sa pagkuha ng W
Tsart ng Timbang ng Pipe
Ang mga talahanayan ng timbang ng tubo at mga iskedyul ay mahalagang mga sanggunian na karaniwang ginagamit sa pipeline engineering.
Mga Iskedyul ng Pipe
Ang iskedyul ay isang standardized na kumbinasyon ng kapal ng pader at ang nominal na diameter ng isang pipe.
Ang Schedule 40 at Schedule 80 steel tubes ay malawakang ginagamit sa industriya at konstruksiyon. Ang mga ito ay karaniwang mga sukat ng tubo na may iba't ibang kapal at kapasidad ng pader para sa iba't ibang sitwasyon ng aplikasyon.
Kung gusto mong malaman ang higit pa tungkol satalahanayan ng timbang ng tubo at iskedyul ng tubosa pamantayan, maaari mong i-click upang tingnan ito!
Mga Dimensional Tolerance
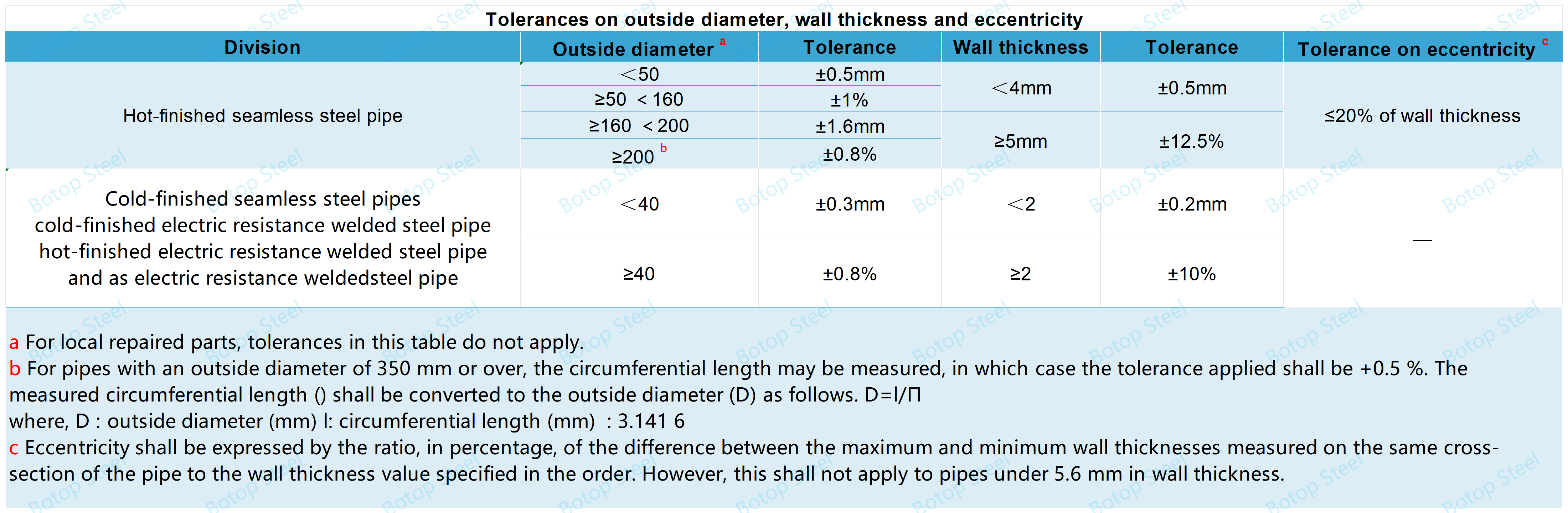
Hitsura
Ang panloob at panlabas na mga ibabaw ng tubo ay dapat na makinis at walang mga depekto na hindi kanais-nais na gamitin.
Ang tubo ay dapat na tuwid, na ang mga dulo ay nasa tamang mga anggulo sa axis ng tubo.
Maaaring kumpunihin ang mga tubo sa pamamagitan ng paggiling, machining o iba pang mga pamamaraan, ngunit ang naayos na kapal ng pader ay mananatili sa loob ng tinukoy na mga tolerance at ang naayos na ibabaw ay dapat na makinis sa profile.
Ang kapal ng pader ng naayos na tubo ay dapat panatilihin sa loob ng tinukoy na mga tolerance at ang ibabaw ng naayos na tubo ay dapat na makinis sa profile.
JIS G 3456 Pagmamarka
Ang bawat tubo na pumasa sa inspeksyon ay dapat na may label ng sumusunod na impormasyon. Maaaring gamitin ang mga label sa mga bundle para sa mga tubo na may maliit na diameter.
a) Simbolo ng grado
b) Simbolo ng proseso ng pagmamanupaktura
Ang simbolo ng proseso ng pagmamanupaktura ay ang mga sumusunod. Ang mga gitling ay maaaring mapalitan ng mga blangko.
Mainit na tapos na walang tahi na bakal na tubo:-SH
Cold-finished seamless steel pipe:-SC
Bilang electric resistance welded steel pipe:-EG
Hot-finished electric resistance welded steel pipe: -EH
Cold-finished electric resistance welded steel pipe:-EC
c) Mga sukat, na ipinahayag sa pamamagitan ng nominal diameter × nominal na kapal ng pader, o panlabas na diameter × kapal ng pader.
d) Pangalan ng tagagawa o pagkilala sa tatak
Halimbawa:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
JIS G 3456 Steel Pipe Application
Ang JIS G 3456 steel pipe ay karaniwang ginagamit para sa mga kagamitan at mga sistema ng piping sa mataas na temperatura at mataas na presyon na mga kapaligiran, tulad ng sa mga boiler, heat exchanger, high-pressure steam piping, thermal power plant, chemical plant, at paper mill.
Mga Pamantayan na Kaugnay sa JIS G 3456
Ang mga sumusunod na pamantayan ay naaangkop lahat sa piping sa mataas na temperatura at mataas na presyon na mga kapaligiran at maaaring magamit bilang alternatibo sa JIS G 3456.
ASTM A335/A335M: naaangkop sa mga alloy steel pipe
DIN 17175: para sa mga seamless steel pipe
EN 10216-2: para sa mga seamless steel pipe
GB 5310: naaangkop sa seamless steel pipe
ASTM A106/A106M: Mga walang tahi na carbon steel na tubo
ASTM A213/A213M: Mga seamless na tubo at tubo ng haluang metal na bakal at hindi kinakalawang na asero
EN 10217-2: Angkop para sa mga welded na tubo at tubo
ISO 9329-2: Seamless na carbon at alloy steel tubes at pipe
NFA 49-211: para sa walang tahi na bakal na tubo at tubo
BS 3602-2: para sa tuluy-tuloy na carbon steel pipe at fitting
Aming Mga Kaugnay na Produkto
Kami ay isang de-kalidad na welded carbon steel pipe na tagagawa at supplier mula sa China, at isa ring seamless steel pipe stockist, na nag-aalok sa iyo ng malawak na hanay ng mga solusyon sa steel pipe! Kung gusto mong malaman ang higit pang impormasyon tungkol sa mga produktong bakal na tubo, maaari kang makipag-ugnayan sa amin.
Tags: JIS G 3456, SPTP370, STPT410, STPT480, STPT, mga supplier, tagagawa, pabrika, stockist, kumpanya, pakyawan, bumili, presyo, quotation, maramihan, para sa pagbebenta, gastos.
Oras ng post: Abr-29-2024