
JIS G 3461 steel pipeay isang seamless (SMLS) o electric-resistance-welded (ERW) na carbon steel pipe, pangunahing ginagamit sa mga boiler at heat exchanger para sa mga aplikasyon tulad ng pagsasakatuparan ng palitan ng init sa pagitan ng loob at labas ng tubo.

Mga Pindutan sa Pag-navigate
Saklaw ng Sukat
Pag-uuri ng Marka
Mga Hilaw na Materyales
Mga Proseso ng Paggawa ng JIS G 3461
Uri ng Pipe End
Paggamot sa init
Kemikal na Komposisyon ng JIS G 3461
Mechanical Performance ng JIS G 3461
Hardness Test
Hydraulic Test o Non-destructive Test
Tsart ng Timbang ng Pipe ng JIS G 3461
Dimensional Tolerance ng JIS G 3461
Hitsura
Pagmamarka
Mga aplikasyon para sa JIS G 3461
JIS G 3461 Katumbas na Pamantayan
Aming Mga Kaugnay na Produkto
Saklaw ng Sukat
Angkop para sa mga bakal na tubo na may diameter sa labas na 15.9-139.8mm.
Mga Hilaw na Materyales
Ang mga tubo ay dapat gawin mula sapinatay na bakal.
Ang pinatay na bakal ay isang uri ng bakal kung saan ang oxygen ay inaalis mula sa bakal sa pamamagitan ng pagdaragdag ng isang deoxidizer tulad ng silicon, aluminum, o manganese sa panahon ng proseso ng pagtunaw.
Ang paggamot na ito ay nagreresulta sa isang bakal na halos walang mga bula ng hangin o iba pang mga gas na inklusyon, na nagpapahusay sa pagkakapareho at pangkalahatang mga katangian ng bakal.
Mga Proseso ng Paggawa ng JIS G 3461
Kumbinasyon ng mga pamamaraan ng paggawa ng tubo at mga pamamaraan ng pagtatapos.

Mainit na tapos na walang tahi na bakal na tubo: SH
Cold-finished seamless steel tube: SC
Bilang electric resistance welded steel tube: EG
Hot-finished electric resistance welded steel tube: EH
Cold-finished electric resistance welded steel tube: EC
Kapag ang isang bakal na tubo ay ginawa sa pamamagitan ng resistance welding, ang mga weld beads ay dapat alisin mula sa panloob at panlabas na mga ibabaw upang ang ibabaw ng tubo ay makinis kasama ang tabas.
Maaaring hindi maalis ang mga weld beads sa panloob na ibabaw kung magkasundo ang bumibili at tagagawa.
Uri ng Pipe End
Ang bakal na tubo ay dapat na flat-ended.
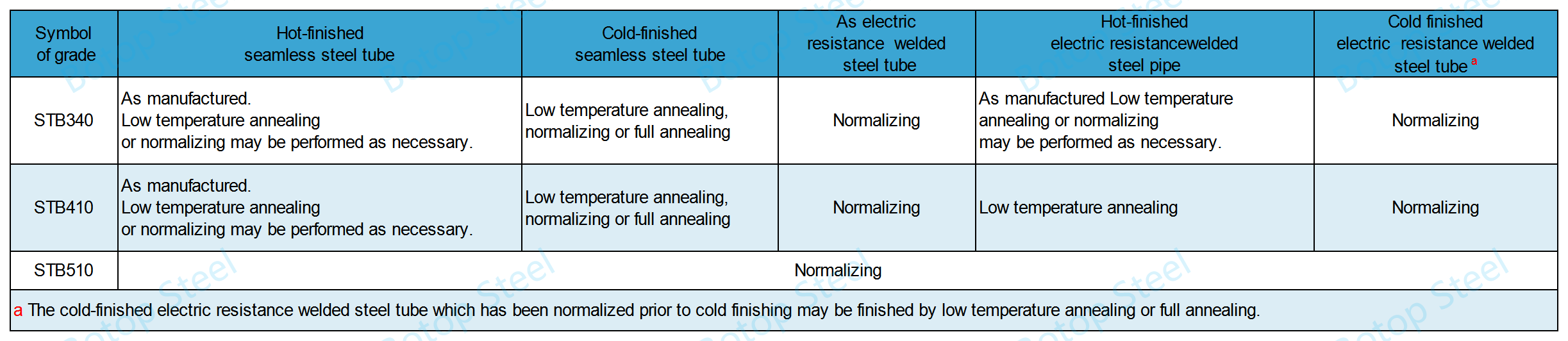
Paggamot sa init
Ang proseso ng pagmamanupaktura ng pipe ng bakal at ang kaukulang grado ng materyal ay kailangang isaalang-alang kapag pumipili ng naaangkop na paggamot sa init.
Ang iba't ibang mga proseso ng pagmamanupaktura at mga grado ng materyal ay maaaring mangailangan ng iba't ibang paraan ng paggamot sa init upang makamit ang ninanais na mga mekanikal na katangian at microstructure.
Kemikal na Komposisyon ng JIS G 3461
Mga pamamaraan ng thermal analysisay dapat alinsunod sa mga pamantayan sa JIS G 0320.

Maaaring idagdag ang mga magkakahalo na elemento maliban sa mga iyon upang makakuha ng mga partikular na katangian.
Ang pamamaraan ngpagsusuri ng produktoay dapat alinsunod sa mga pamantayan sa JIS G 0321.
Kapag nasuri ang produkto, ang mga halaga ng paglihis ng kemikal na komposisyon ng tubo ay dapat matugunan ang mga kinakailangan ng Talahanayan 3 ng JIS G 0321 para sa mga seamless steel pipe at Talahanayan 2 ng JIS G 0321 para sa resistensyang welded steel pipe.
Mechanical Performance ng JIS G 3461
Ang mga pangkalahatang kinakailangan para sa mga mekanikal na pagsubok ay dapat alinsunod sa Mga Seksyon 7 at 9 ng JIS G 0404.
Gayunpaman, ang paraan ng sampling para sa mga mekanikal na pagsubok ay dapat sumunod sa mga kinakailangan ng mga probisyon ng Class A sa Seksyon 7.6 ng JIS G 0404.
Tensile Strength, Yield Point o Proof Stress, at Elongation
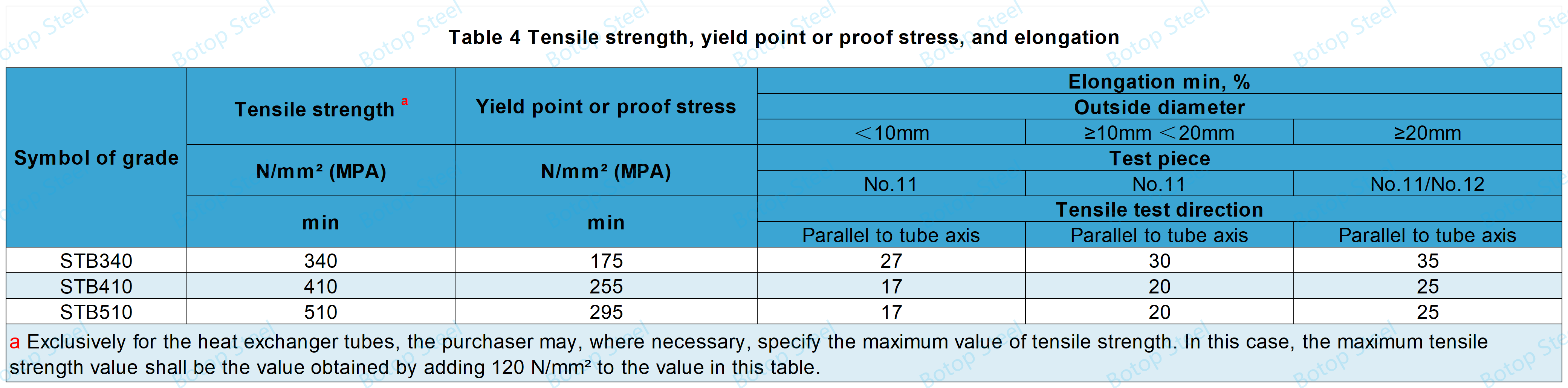
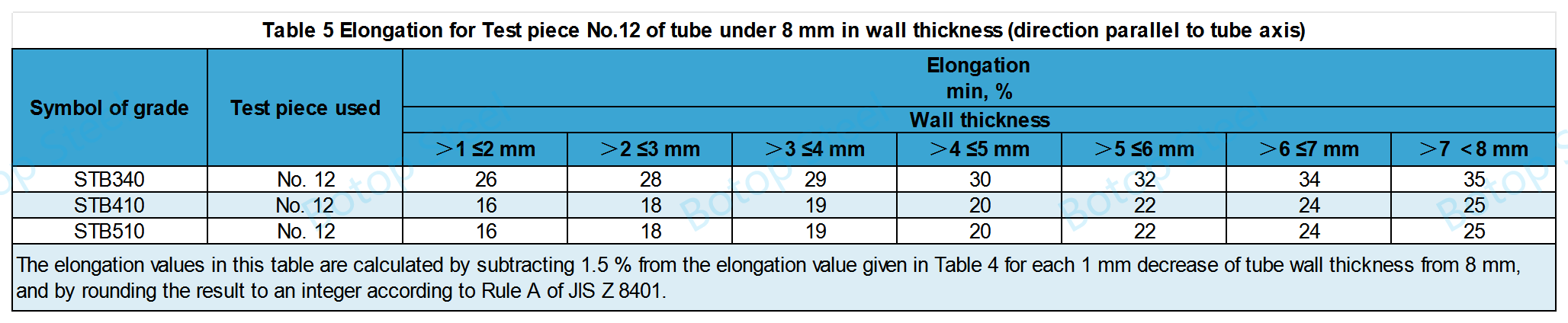
Kapag ang tensile test ay isinagawa sa Test piece No. 12 para sa tubo na mas mababa sa 8 mm ang kapal ng pader, ang pagpahaba ay dapat alinsunod sa Talahanayan 5.
Pag-flattening Resistance
Ang isang flattening Resistance test ay hindi kinakailangan para sa seamless steel pipe.
Paraan ng Pagsubok Ilagay ang ispesimen sa makina at patagin ito hanggang ang distansya sa pagitan ng dalawang platform ay umabot sa tinukoy na halagaH. Pagkatapos ay suriin ang ispesimen para sa mga bitak.
Kapag sinusubok ang critical resistance welded pipe, ang linya sa pagitan ng weld at sa gitna ng pipe ay patayo sa direksyon ng compression.
H=(1+e)t/(e+t/D)
H: distansya sa pagitan ng mga platens (mm)
t: kapal ng pader ng tubo (mm)
D: panlabas na diameter ng tubo (mm)
е: pare-parehong tinukoy para sa bawat grado ng tubo.STB340: 0.09;STB410: 0.08;STB510: 0.07.
Flaring Property
Ang pagsubok sa Flaring Property ay hindi kinakailangan para sa mga seamless na tubo.
Ang isang dulo ng ispesimen ay sumiklab sa temperatura ng silid (5°C hanggang 35°C) gamit ang isang conical tool sa isang anggulo na 60° hanggang sa ang labas ng diameter ay pinalaki ng isang factor na 1.2 at siniyasat kung may mga bitak.
Nalalapat din ang kinakailangang ito sa mga tubo na may diameter sa labas na higit sa 101.6 mm.
Reverse Flattening Resistance
Ang reverse flattening test piece at ang paraan ng pagsubok ay ang mga sumusunod.
Gupitin ang 100 mm na haba ng test piece mula sa isang dulo ng pipe at gupitin ang test piece sa kalahating 90° mula sa weld line sa magkabilang gilid ng circumference, na kinuha ang kalahating naglalaman ng weld bilang test piece.
Sa temperatura ng silid (5 °C hanggang 35 °C) patagin ang ispesimen sa isang plato na may weld sa itaas at siyasatin ang ispesimen kung may mga bitak sa weld.
Hardness Test
| Simbolo ng grado | Rockwell hardness (mean value ng tatlong posisyon) HRBW |
| STB340 | 77 max. |
| STB410 | 79 max. |
| STB510 | 92 max. |
Hydraulic Test o Non-destructive Test
Isang Hydraulic o non-destructive test ang isasagawa sa bawat pipe.
Hydraulic Test
Hawakan ang loob ng tubo sa pinakamababa o mas mataas na presyon P nang hindi bababa sa 5 segundo, pagkatapos ay suriin na ang tubo ay makatiis sa presyon nang walang pagtagas.
P=2st/D
P: test pressure (MPa)
t: kapal ng pader ng tubo (mm)
D: panlabas na diameter ng tubo (mm)
s: 60 % ng tinukoy na minimum na halaga ng yield point o proof stress.
P max. 10 MPa.
Kung tinukoy ng Mamimili ang isang presyon, mas malaki kaysa sa kinakalkula na presyon ng pagsubok na P o 10 MPa, ang inilapat na presyon ng pagsubok ay dapat magkasundo ng Mamimili at ng tagagawa.
Dapat itong tukuyin sa 0.5 MPa increments kung mas mababa sa 10 MPa at sa 1 MPa increments kung 10 MPa o mas mataas.
Non-destructive Test
Ang hindi mapanirang pagsubok ng mga tubo ng bakal ay dapat isagawa sa pamamagitan ng ultrasonic o eddy current testing.
Para sa mga katangian ng ultrasonic inspection, ang signal mula sa isang reference sample na naglalaman ng reference standard ng class UD na tinukoy sa JIS G 0582 ay dapat ituring bilang isang antas ng alarma at dapat magkaroon ng isang pangunahing signal na katumbas ng o mas mataas kaysa sa antas ng alarma.
Para sa mga katangian ng eddy current inspection, ang signal mula sa reference standard na tinukoy sa JIS G 0583 na may kategoryang EY ay dapat ituring na antas ng alarma, at walang signal na katumbas o mas mataas kaysa sa antas ng alarma.
Tsart ng Timbang ng Pipe ng JIS G 3461
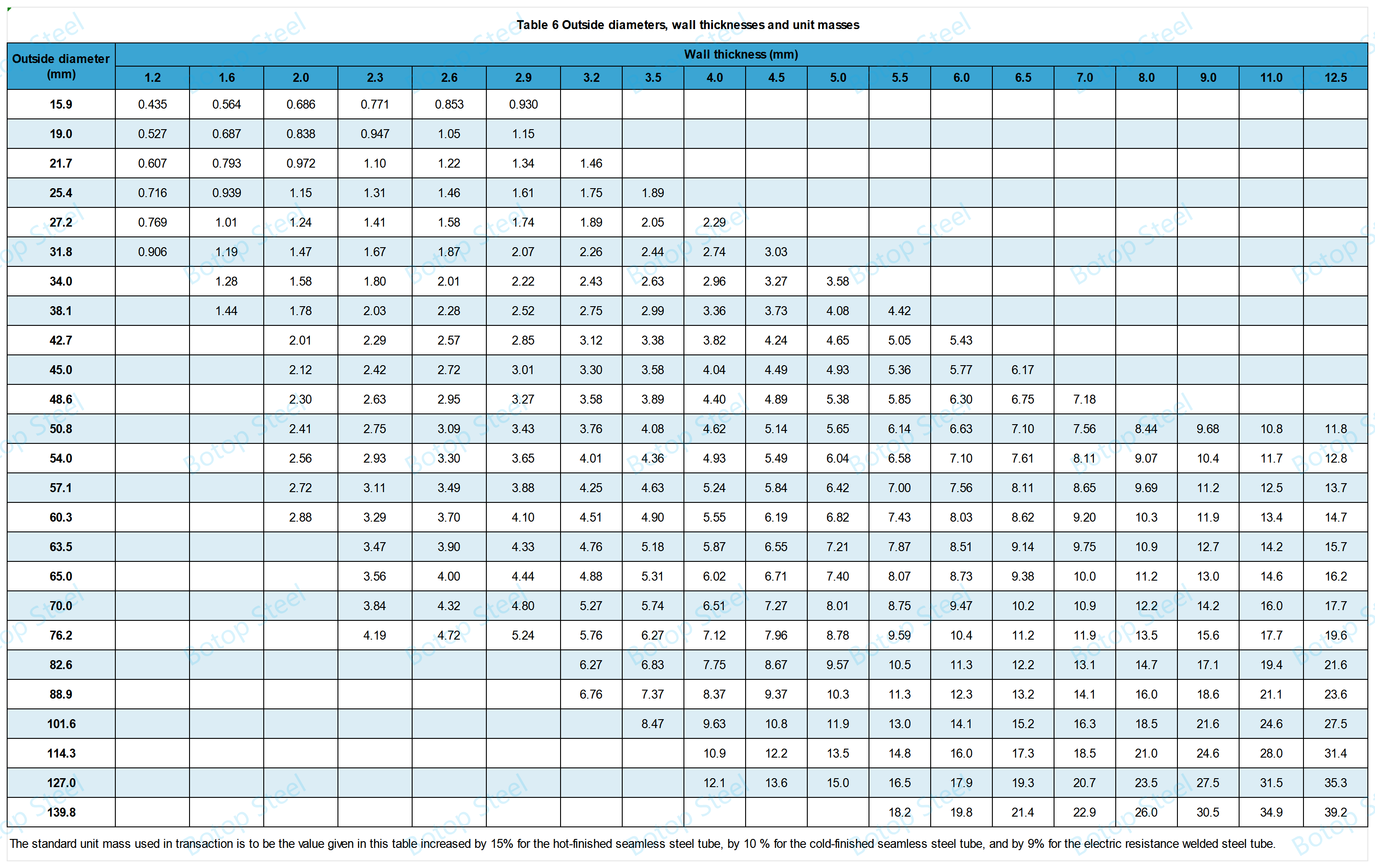
Ang data sa weight chart ay batay sa formula sa ibaba.
W=0.02466t(Dt)
W: yunit ng masa ng tubo (kg/m)
t: kapal ng pader ng tubo (mm)
D: panlabas na diameter ng pipe (mm)
0.02466: conversion factor para sa pagkuha ng W
Ang formula sa itaas ay isang conversion batay sa density ng mga bakal na tubo na 7.85 g/cm³ at ang mga resulta ay bilugan sa tatlong makabuluhang numero.
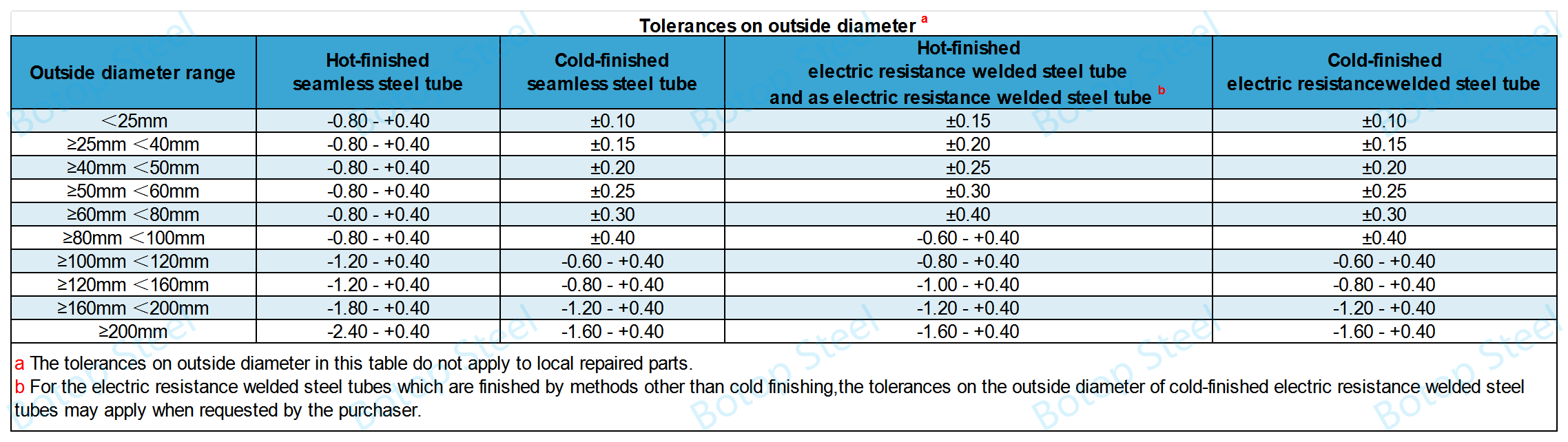
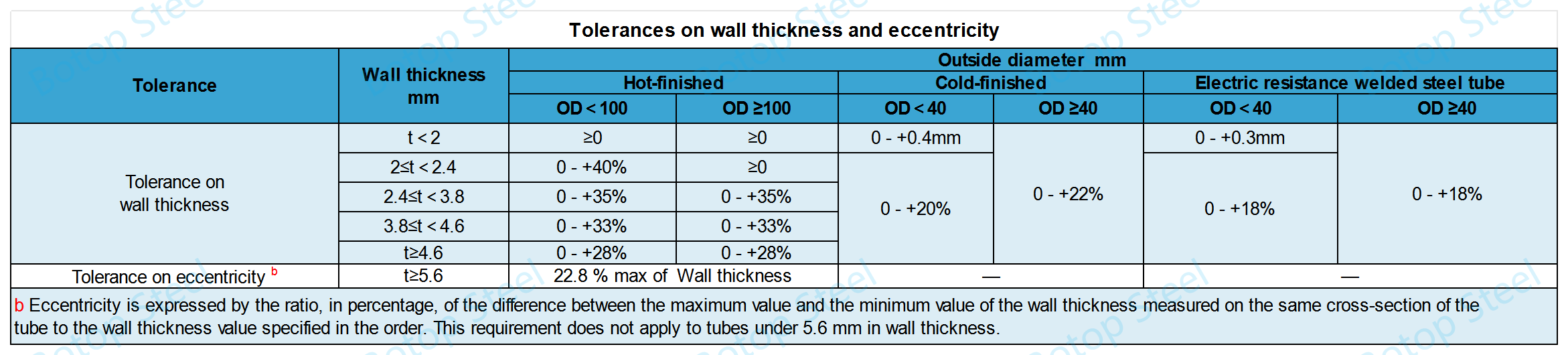
Dimensional Tolerance ng JIS G 3461
Mga Pagpapahintulot sa Labas na Diameter
Mga Pagpapahintulot sa Kapal at Pagkasira ng Pader
Mga Pagpapahintulot sa Haba

Hitsura
Ang panloob at panlabas na mga ibabaw ng bakal na tubo ay dapat na makinis at walang mga depekto na hindi kanais-nais na gamitin. Para sa paglaban hinang bakal pipe, ang taas ng loob hinangin ≤ 0.25mm.
Para sa mga bakal na tubo na may OD ≤ 50.8mm o kapal ng pader na ≤ 3.5mm, maaaring kailanganin ang LOOB na mga kampo na ≤ 0.15mm.
Ang ibabaw ng bakal na tubo ay maaaring ayusin sa pamamagitan ng paggiling at pag-chip, machining, o iba pang mga pamamaraan. Basta ang kapal ng pader na repaired
ay nasa loob ng tinukoy na tolerance ng kapal ng pader, at ang ibabaw ng naayos na bahagi ay dapat na makinis.
Pagmamarka
Gumamit ng angkop na diskarte sa paglalagay ng label sa sumusunod na impormasyon.
a) Simbolo ng grado;
b) Simbolo para sa paraan ng pagmamanupaktura;
c) Mga Dimensyon: diameter sa labas at kapal ng pader;
d) Pangalan ng tagagawa o pagkilala sa tatak.
Mga aplikasyon para sa JIS G 3461
Pangunahing ginagamit para sa mga tubo ng tubig, mga tubo ng tambutso, mga superheater pipe, at mga air preheater pipe sa mga boiler, ang mga carbon steel tube na ito ay ginagamit upang mapagtanto ang pagpapalitan ng init sa loob at labas ng tubo.
Bilang karagdagan, ang mga tubo na ito ay malawakang ginagamit sa mga industriya ng kemikal at petrolyo para sa mga heat exchanger tubes, condenser tubes at catalyst tubes.
Gayunpaman, hindi angkop ang mga ito para sa mga tubo ng pampainit ng pagkasunog at mga tubo ng heat exchanger para sa mababang temperatura.
JIS G 3461 Katumbas na Pamantayan

Aming Mga Kaugnay na Produkto
Mula nang itatag ito noong 2014, ang Botop Steel ay naging nangungunang supplier ng carbon steel pipe sa Northern China, na kilala sa mahusay na serbisyo, mga de-kalidad na produkto, at mga komprehensibong solusyon. Nag-aalok ang kumpanya ng iba't ibang carbon steel pipe at mga kaugnay na produkto, kabilang ang walang tahi, ERW, LSAW, at SSAW steel pipe, pati na rin ang kumpletong lineup ng pipe fitting at flanges.
Kasama rin sa mga espesyal na produkto nito ang mga high-grade na haluang metal at austenitic na hindi kinakalawang na asero, na iniakma upang matugunan ang mga pangangailangan ng iba't ibang mga proyekto ng pipeline.
Tags: jis g 3461, stb310, stb410, stb510, carbon steel pipe, mga supplier, tagagawa, pabrika, stockist, kumpanya, pakyawan, bumili, presyo, panipi, maramihan, para sa pagbebenta, gastos.
Oras ng post: Mayo-11-2024