



| Ürün Adı | Karbon Çelik Boru/Kazan Çelik Borusu |
| Malzeme | A53 GrB,A36,ST52,ST35,ST42,ST45,X42,X46,X52,X60,X65,X70 |
| Standart | API 5L,ASTM A106 Gr.B,ASTM A53 Gr.B,ASTMA179/A192,ASTM A335 P9,ASTM A210,ASTM A333 |
| Sertifikalar | API 5L, ISO9001, SGS, BV, CCIC |
| Dış Çap | 13,7 mm-762 mm |
| Duvar Kalınlığı | SCH10,SCH20,SCH30,STD,SCH40,SCH60,SCH80,SCH100,SCH120,SCH160,XS,XXS |
| Uzunluk | Alıcının isteğine göre 1m, 4m, 6m, 8m, 12m |
| Yüzey İşlemi | siyah boya, vernik, yağ, galvanizli, korozyon önleyici kaplama |
| İşaretleme | Standart işaretleme veya isteğinize göre. İşaretleme Yöntemi: Beyaz sprey boya |
| Tedavi Sonu | Düz Uçlu/Eğimli Uçlu/Oluklu Uçlu/Dişli Uçlu Plastik Kapaklı |
| Teknik | Sıcak Haddelenmiş veya Soğuk Haddelenmiş ERW |
| Paket | Gevşek paket; Demetler halinde paketlenmiş (Maksimum 2 Ton); Her iki ucunda askı kayışları bulunan demetlenmiş borularKolay yükleme ve boşaltma için; ahşapkılıflar;su geçirmez dokuma çanta |
| Test | Kimyasal Bileşen Analizi, Mekanik Özellikler, Teknik Özellikler, Dış Ölçüler Muayene, hidrolik test, röntgen testi |
| Başvuru | Sıvı taşıma, yapısal boru, inşaat, petrol kırma, petrol borusu, gaz borusu |
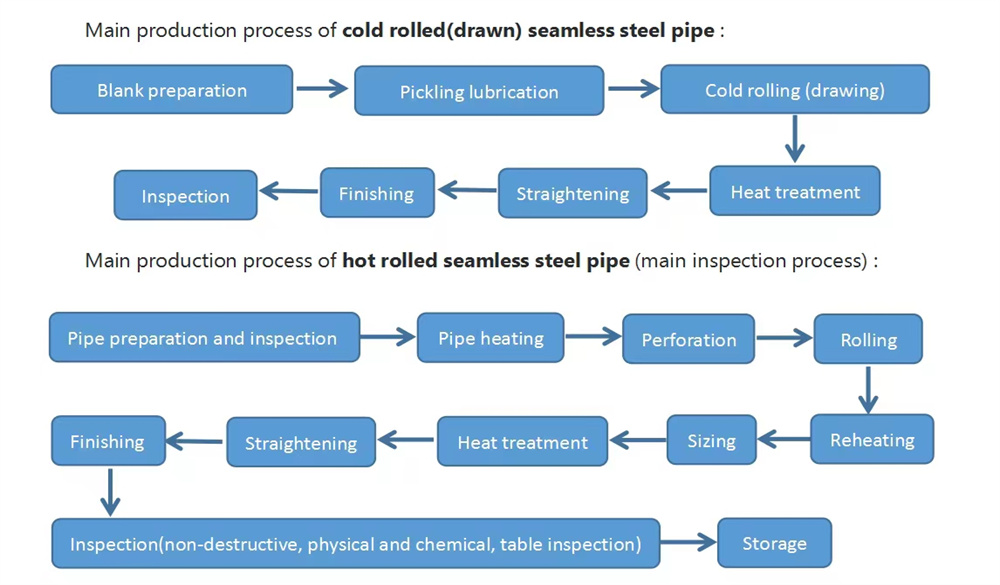
API 5L X42-X80, PSL1 ve PSL2 Petrol ve GazKarbon Dikişsiz Çelik BoruPetrol ve doğalgaz endüstrilerinde gaz, su ve petrolün taşınmasında kullanılır.



API 5L X42-X80, PSL1 ve PSL2 petrol ve doğalgaz karbon dikişsiz borular, müşterilerin talebine göre soğuk çekme veya sıcak haddeleme yöntemleriyle üretilmektedir.
API 5L X52 PSL1 ve PSL2 petrol ve doğalgaz karbon dikişsiz çelik borular, soğuk çekme veya sıcak haddeleme yöntemleriyle üretilir; genellikle küçük boyutlu olanlar soğuk çekme, büyük boyutlu olanlar ise sıcak haddeleme yöntemiyle yapılır.
Kalite ve Kimyasal Bileşim (%)API 5L PSL1 için
| Standart |
Seviye | Kimyasal bileşim(%) | |||
| C | Mn | P | S | ||
| API 5L | X42 | ≤0,28 | ≤1.30 | ≤0,030 | ≤0,030 |
| X46, X52, X56 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
| X60, X65 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
| X70 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
| X52 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
Kalite ve Kimyasal Bileşim (%)API 5L PSL için2
| Standart |
Seviye | Kimyasal bileşim(%) | |||
| C | Mn | P | S | ||
| API 5L | X42 | ≤0,24 | ≤1.30 | ≤0,025 | ≤0,015 |
| X46, X52, X56 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |
| X60, X65 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |
| X70, X80 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |
| X52 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |

API 5L GR.B X42-X80'in Mekanik Özellikleri/X52(PSL1):
| Seviye | Akma Mukavemeti(MPa) | Çekme Mukavemeti(MPa) | Uzama A% | ||
|
| psi | MPa | psi | MPa | Uzama (Dakika) |
| X42 | 42.000 | 290 | 60.000 | 414 | 21~27 |
| X46 | 46.000 | 317 | 63.000 | 434 | 20~26 |
| X52 | 52.000 | 359 | 66.000 | 455 | 20~24 |
| X56 | 56.000 | 386 | 71.000 | 490 |
|
| X60 | 60.000 | 414 | 75.000 | 517 |
|
| X65 | 65.000 | 448 | 77.000 | 531 |
|
| X70 | 70.000 | 483 | 82.000 | 565 |
|
| X52 | 52.000 | 359 | 66.000 | 455 | 20~24 |
API 5L'nin Mekanik Özellikleri/X52GR.B Dikişsiz Hat Borusu (PSL2):
| Seviye | Akma Mukavemeti(MPa) | Çekme Mukavemeti(MPa) | Uzama A% | Etki (J) | ||
|
| psi | MPa | psi | MPa | Uzama (Dakika) | Min |
| X42 | 290 | 496 | 414 | 758 | 21~27 | 41(27) |
| X46 | 317 | 524 | 434 | 758 | 20~26 | 41(27) |
| X52 | 359 | 531 | 455 | 758 | 20~24 | 41(27) |
| X56 | 386 | 544 | 490 | 758 |
|
|
| X60 | 414 | 565 | 517 | 758 |
|
|
| X65 | 448 | 600 | 531 | 758 |
|
|
| X70 | 483 | 621 | 565 | 758 |
|
|
| X80 | 552 | 690 | 621 | 827 |
| |
| X52 | 359 | 531 | 455 | 758 | 20~24 | 41(27) |
Mekanik Test

Sertlik Testi

Bükme Testi
Boru gövdesinin çekme testi—Çekme testi ISO6892 veya ASTM A370 standartlarına uygun olarak yapılmalıdır. Boyuna numuneler kullanılmalıdır. Aynı soğuk genleşme oranına sahip boru ünitesi başına iki kez test yapılmalıdır.
Düzleştirme Testi—Her partiden seçilen iki tüpün her iki ucundan alınan numuneler üzerinde bir düzleştirme testi yapılacaktır.
CVN darbe testi—Charpy testi ASTM A370 standardına uygun olarak yapılmalıdır. Aynı soğuk genleşme oranına sahip, en fazla 100 boru uzunluğundaki test ünitesi başına iki kez test yapılmalıdır.
Sertlik Testi—Görsel inceleme ile sert noktalardan şüphelenildiğinde, kullanılan yönteme bağlı olarak, ISO 6506, ISO 6507, ISO 6508 veya ASTM A 370 standartlarına uygun olarak, taşınabilir sertlik test ekipmanı ve ASTM A 956, ASTM A 1038 veya ASTM E 110 standartlarına uygun yöntemler kullanılarak sertlik testleri yapılmalıdır.
Hidrostatik Test—Her bir tüp hidrostatik basınç testine tabi tutulacaktır.
Bükme Testi — Yeterli uzunluktaki bir boru, silindirik bir mandrel etrafında 90° soğuk bükülmeye dayanmalıdır.
Kaynak dikişi için %100 röntgen testi.
ultrasonik test
Girdap akımı incelemesi


Çıplak boru veya siyah/vernik kaplama (müşterinin isteğine göre);
6 inç ve altındaki bebekler, iki pamuklu askı ile birlikte demetler halinde taşınır;
Her iki ucunda da uç koruyucuları bulunmaktadır;
Düz uç, eğimli uç (2 inç ve üzeri, eğim derecesi: 30~35°), dişli ve bağlantı elemanı;
İşaretleme.
| Boyut | Tolerans (saygı ile)t tdışarıda belirtilençap) |
| <2 3/8 | + 0,016 inç, - 0,031 inç (+ 0,41 mm, - 0,79 mm) |
| > 2 3/8 ve ≤4 1/2, sürekli kaynaklı | ±1,00% |
| > 2 3/8 ve < 20 | ±0,75% |
| > 20. kesintisiz | ± %1,00 |
| >20 ve <36, kaynaklı | +%0,75 -%0,25 |
| > 36, kaynaklı | + 1/4 inç - 1/8 inç (+ 6,35 mm, -3,20 mm) |
Standart test basınçlarının üzerinde basınçlara kadar hidrostatik olarak test edilmiş borular söz konusu olduğunda, üretici ve alıcı arasında başka toleranslar üzerinde anlaşmaya varılabilir.
| Yuvarlak Olmama | |||||
| Boyut | Eksi Tolerans | Artı Tolerans | Uçtan Uca Tolerans | Çap, Eksen Toleransı (Belirtilen Dış Çapın Yüzdesi) | Minimum ve Maksimum Çaplar Arasındaki Maksimum Fark (Sadece D/t≤75 Oranına Sahip Borular İçin Geçerlidir) |
| ≤10 3/4 l&V4 | 1/64 (0,40 mm) | 1/16 (1,59 mm) | — | — | |
| >10 3/4 ve ≤20 | 1/32 (0,79 mm) | 3/32 (2,38 mm) | — | — | — |
| > 20 ve ≤ 42 | 1/32 (0,79 mm) | 3/32 (2,38 mm) | b | ± %1 | <0,500 inç (12,7 mm) |
| >42 | 1/32 (0,79 mm) | 3/32 (2,38 mm) | b | ± %1 | £ Q625 in. (15,9 mm) |
Yuvarlaklık dışı toleranslar, bir çubuk mastarı, kumpas veya gerçek maksimum ve minimum çapları ölçen bir cihazla ölçülen maksimum ve minimum çaplar için geçerlidir.
Borunun bir ucunun ortalama çapı (çap ölçme bandı ile ölçüldüğünde), diğer ucunun ortalama çapından 3/32 inç (2,38 mm) fazla farklılık göstermemelidir.
| Boyut | Boru Tipi | Tolerans1 (Belirtilen Duvar Kalınlığının Yüzdesi) | |
| B veya daha düşük not | 42. Sınıf veya Üzeri | ||
| <2 7/8 | Tüm | +20.- 12.5 | + 15.0.-12.5 |
| >2 7/8 ve <20 | Tüm | + 15,0,-12.5 | + 15-I2.5 |
| >20 | Kaynaklı | + 17.5.-12.5 | + 19.5.-8.0 |
| >20 | Sorunsuz | + 15.0.-12.5 | + 17.5.-10,0 |
Alıcı tarafından belirtilenlerden daha küçük negatif toleranslar söz konusu olduğunda, pozitif tolerans, duvar kalınlığı negatif toleransı çıkarılarak, geçerli toplam tolerans aralığının yüzdesi olarak artırılacaktır.
| Miktar | Totolerans (yüzde) |
| Tek parça halinde, özel düz uçlu boru veya A25 boruTek parça borular, diğer borularVagon yükleri. A sınıfı 25.40.000 lb (18.144 kg) veya daha fazlaA sınıfı dışındaki vagon yükleri, 25.40.000 lb (18.144 kg) veya daha fazla.40.000 lb'den (18.144 kg) az olan tüm kalitelerdeki vagon yükleri Sipariş edilen ürünler. A25 sınıfı. 40.000 lb (18.144 kg) veya daha fazla. A sınıfı dışındaki sipariş kalemleri, 25.40.000 lb (18.144 kg) veya daha fazla. 40.000 lb'den (18.144 kg) daha hafif, her kaliteden sipariş edilen ürünler. | + 10.-5.0 + 10,- 35 -2.5 -1.75 -15 -3.5 -1.75 -3.5 |
Notlar:
1. Ağırlık toleransları, dişli ve bağlantılı borular için hesaplanan ağırlıklara ve düz uçlu borular için tabloda belirtilen veya hesaplanan ağırlıklara uygulanır. Alıcı tarafından yukarıdaki tabloda listelenenlerden daha küçük negatif duvar kalınlığı toleransları belirtildiğinde, tek uzunluklar için artı ağırlık toleransı, negatif duvar kalınlığı toleransından %22,5 daha az olacak şekilde artırılacaktır.
2. Birden fazla sipariş kaleminden oluşan borulardan oluşan vagon yükleri için, vagon yükü toleransları her bir sipariş kalemi için ayrı ayrı uygulanacaktır.
3. Sipariş kalemlerine ilişkin toleranslar, sipariş kalemi için sevk edilen toplam boru miktarına uygulanır.





