



ASTM A335 P91, aynı zamanda şu şekilde de bilinir:ASME SA335 P91Bu, yüksek sıcaklık uygulamaları için tasarlanmış, dikişsiz, ferritik alaşımlı çelik borudur, UNS No. K91560.
Minimum bir değeri vardır.585 MPa çekme dayanımı(85 ksi) ve minimum415 MPa akma dayanımı(60 ksi).
P91Esas olarak krom ve molibden gibi alaşım elementleri içerir ve çeşitli diğer alaşım elementleri de eklenerek, aşağıdaki gruba ait olur:yüksek alaşımlı çelikBu nedenle, süper mukavemete ve mükemmel korozyon direncine sahiptir.
Ek olarak, P91 iki çeşitte mevcuttur,Tip 1VeTip 2Genellikle enerji santrallerinde, rafinerilerde, kimya tesislerinde, kritik ekipmanlarda ve yüksek sıcaklık ve yüksek basınçlı ortamlardaki boru hatlarında kullanılır.
P91 çelik boru, Tip 1 ve Tip 2 olmak üzere iki tipe ayrılır.
Her iki tip de mekanik özellikler ve ısıl işlem gibi diğer gereksinimler açısından aynıdır.kimyasal bileşimde ve belirli uygulama odak noktasında küçük farklılıklarla.
Kimyasal bileşimTip 1'e kıyasla, Tip 2'nin kimyasal bileşimi daha katıdır ve daha iyi ısı ve korozyon direnci sağlamak için daha fazla alaşım elementi içerir.
UygulamalarOptimize edilmiş kimyasal bileşimi sayesinde, Tip 2, aşırı yüksek sıcaklıklar veya daha aşındırıcı ortamlar için veya daha yüksek mukavemet ve dayanıklılık gerektiren uygulamalar için daha uygundur.
ASTM A335 çelik boru şu özelliklere sahip olmalıdır:sorunsuz.
Sorunsuz üretim süreci şu kategorilere ayrılır:sıcak bitişVesoğuk çekilmiş.
Aşağıda sıcak yüzey işleme sürecinin şeması bulunmaktadır.

Özellikle yüksek sıcaklık ve basınca maruz kalan zorlu ortamlarda sıklıkla kullanılan yüksek alaşımlı çelik boru olan P91, düzgün bir şekilde gerilime maruz kalır ve kalın duvarlı olarak üretilebilir, böylece daha yüksek güvenlik ve daha iyi maliyet etkinliği sağlar.
P91 Tüm boruların, borunun mikro yapısını optimize etmek, mekanik özelliklerini iyileştirmek ve yüksek sıcaklık ve basınca karşı direncini artırmak için ısıl işlemden geçirilmesi gerekir.
| Seviye | Isıl İşlem Türü | Normalleştirme Sıcaklığı | Sıcaklık Dengeleme |
| P91 Tip 1 ve Tip 2 | normalleştirmek ve yumuşatmak veya | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| su verme ve temperleme | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
P91 Tip 1 Kimyasal Bileşenler
| Seviye | Bileşim, % | ||||||
| P91 Tip 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | 0,020 maksimum | 0,010 maksimum | 0,20 - 0,50 | 8.00 - 9.50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0.18 - 0.25 | 0.030 - 0.070 | 0,40 maksimum | 0,02 maksimum | 0,06 - 0,10 | 0,01 maksimum | 0,01 maksimum | |
P91 Tip 2 Kimyasal Bileşenler
| Seviye | Bileşim, % | ||||||
| P91 Tip 2 Ürün Kimyasal Bileşenleri | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | 0,020 maksimum | 0,005 maksimum | 0,20 - 0,40 | 8.00 - 9.50 | 0,80 - 1,05 | |
| V | Ni | Al | N | N/Al oranı | Nb | Ti | |
| 0.16 - 0.27 | 0,20 maksimum | 0,02 maksimum | 0,035 - 0,070 | ≥ 4.0 | 0,05 - 0,11 | 0,01 maksimum | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 maksimum | 0,01 maksimum | 0,003 maksimum | 0,01 maksimum | 0,001 maksimum | 0,05 maksimum | 0,10 maksimum | |
Yukarıdaki iki görselde, Tip 1 ve Tip 2 kimyasal elementler ve kısıtlamalar arasındaki farkı görmek kolaydır.
1. Çekme Özelliği
Çekme testi, yaygın olarak ölçüm yapmak için kullanılır.akma dayanımı, çekme dayanımı, VeuzamaÇelik boru deney programının bir parçasıdır ve malzeme özelliklerinin testinde yaygın olarak kullanılmaktadır.
| P91 Tip 1 ve Tip 2 | |||
| Çekme dayanımı | 85 ksi [585 MPa] dakika | ||
| Akma dayanımı | 60 ksi [415 MPa] dakika | ||
| Uzama | Uzama Gereksinimleri | Boylamsal | Enine |
| 2 inç veya 50 mm'de (veya 4D'de) uzama, min, %; 6 inç [8 mm] ve üzeri kalınlıktaki duvarlar için şerit testlerinde ve tüm küçük boyutlarda tam kesit testlerinde temel minimum uzama değerleri. | 20 | — | |
| Standart 2 inç veya 50 mm çapında yuvarlak numune veya çapının 4 katına (4D) eşit ölçüm uzunluğuna sahip orantılı olarak daha küçük boyutlu numune kullanıldığında | 20 | 13 | |
| Şerit testlerinde, temel minimum uzama değerinden 5/16 inç [8 mm]'nin altındaki duvar kalınlığındaki her 1/32 inç [0,8 mm] azalma için aşağıdaki yüzde puanlarında bir kesinti yapılacaktır. | 1 | — | |
2. Sertlik
Vickers, Brinell ve Rockwell dahil olmak üzere çeşitli sertlik ölçme yöntemleri kullanılabilir.
| Seviye | Brinell | Vickers | Rockwell |
| P91 Tip 1 ve Tip 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Duvar kalınlığı <0,065 inç [1,7 mm]: Sertlik testi gerekmez;
0,065 inç [1,7 mm] ≤ duvar kalınlığı <0,200 inç [5,1 mm]: Rockwell sertlik testi kullanılmalıdır;
Duvar kalınlığı ≥ 0,200 inç [5,1 mm]: Brinell sertlik testi veya Rockwell sertlik testi isteğe bağlı olarak kullanılabilir.
Vickers sertlik testi, tüm boru duvar kalınlıkları için uygulanabilir. Test yöntemi, E92 gerekliliklerine uygun olarak gerçekleştirilir.
3. Düzleştirme Testi
Deneyler, ASTM A999 standardının 20. bölümüne uygun olarak yürütülecektir.
4. Bükme Testi
Oda sıcaklığında 180° bükün; bükülen parçanın dış yüzeyinde çatlak oluşmamalıdır.
Boyut > NPS25 veya D/t ≥ 7.0: Eğilme testi, düzleştirme testi yapılmadan gerçekleştirilmelidir.
5. P91 İsteğe Bağlı Deneysel Programlar
Aşağıdaki deneysel maddeler zorunlu test maddeleri değildir; gerekirse müzakere yoluyla belirlenebilirler.
S1: Ürün Analizi
S3: Düzleştirme Testi
S4: Metal Yapı ve Aşındırma Testleri
S5: Mikroskop fotoğrafları
S6: Bireysel Parçalar İçin Mikrofotograflar
S7: Alternatif Isıl İşlem - P91 Sınıfı Tip 1 ve Tip 2
P91 hidro testi aşağıdaki şartlara uygun olmalıdır.
Dış çap > 10 inç [250 mm] ve duvar kalınlığı ≤ 0,75 inç [19 mm] ise: bu bir hidrostatik test olmalıdır.
Tahribatsız elektrik testleri için diğer boyutlar.
Ferritik alaşımlı çelik ve paslanmaz çelik borularda, duvar en az şu basınca maruz kalır:Belirtilen minimum akma dayanımının %60'ı.
Hidro test basıncı en az şu süre boyunca korunmalıdır: 5sSızıntı veya başka kusurlar olmadan.
Hidrolik basınçŞu formül kullanılarak hesaplanabilir:
P = 2St/D
P = hidrostatik test basıncı, psi [MPa];
S = boru duvarı gerilimi (psi veya MPa cinsinden);
t = belirtilen duvar kalınlığı, belirtilen ANSI çizelge numarasına göre nominal duvar kalınlığı veya belirtilen minimum duvar kalınlığının 1,143 katı, inç [mm];
D = belirtilen dış çap, belirtilen ANSI boru boyutuna karşılık gelen dış çap veya belirtilen iç çapa 2t (yukarıda tanımlandığı gibi) eklenerek hesaplanan dış çap, inç [mm].
P91 boru, E213 test yöntemiyle incelenir. E213 standardı esas olarak ultrasonik test (UT) ile ilgilidir.
Siparişte özellikle belirtilmesi halinde, E309 veya E570 test yöntemine göre de incelenebilir.
E309 standardı genellikle elektromanyetik (girdap akımı) muayenesiyle ilgilenirken, E570 ise girdap akımı dizilerini içeren bir muayene yöntemidir.
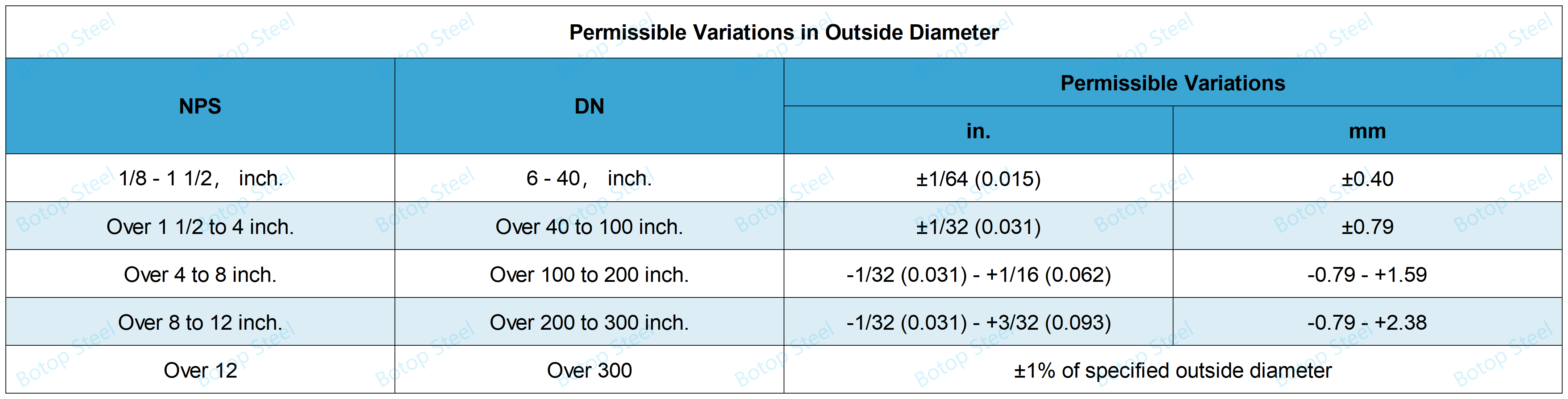
Çapta İzin Verilen Değişiklikler
Boru siparişi içiniç çapİç çap, belirtilen iç çaptan ±%1'den fazla sapma göstermemelidir.
Sipariş edilen borularNPS [DN] veya dış çaplarDış çaplar, aşağıdaki tablolarda belirtilenden fazla değiştirilmemelidir.
Duvar Kalınlığında İzin Verilebilir Değişiklikler
Duvar kalınlığı ölçümleri, mekanik kumpaslar veya uygun hassasiyette kalibre edilmiş tahribatsız test cihazları kullanılarak yapılmalıdır. Anlaşmazlık durumunda, mekanik kumpaslarla belirlenen ölçüm geçerli olacaktır.
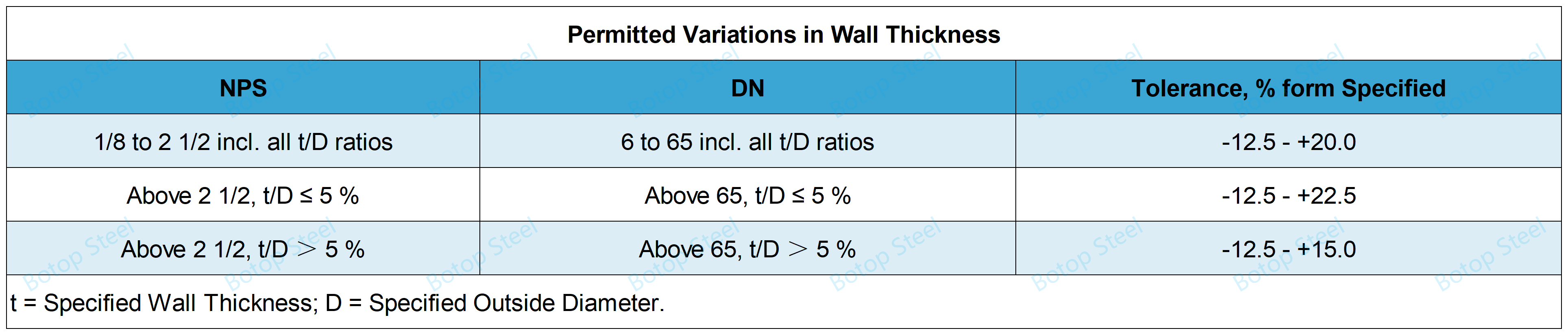
NPS [DN] ve program numarası tarafından sipariş edilen boru için bu gerekliliğe uygunluğun denetimi için gereken minimum duvar kalınlığı ve dış çap aşağıdaki gibidir.ASME B36.10M.
Kusurlar
Yüzeydeki kusurlar, nominal duvar kalınlığının %12,5'ini veya minimum duvar kalınlığını aşmaları durumunda kusur olarak kabul edilir.
Kusurlar
Mekanik izler, aşınmalar ve çukurlar; bu kusurlardan herhangi birinin derinliği 1/16 inç [1,6 mm]'den fazla olanlardır.
İzler ve aşınmalar, kablo izleri, ezikler, kılavuz izleri, rulo izleri, top çizikleri, çentikler, kalıp izleri ve benzerleri olarak tanımlanır.
Tamirat
Kalan duvar kalınlığı minimum duvar kalınlığından az olmamak şartıyla, kusurlar taşlama yoluyla giderilebilir.
Onarımlar kaynak yöntemiyle de yapılabilir, ancak A999'un ilgili gerekliliklerine uyulmalıdır.
P91'deki tüm onarım kaynakları aşağıdaki kaynak yöntemlerinden ve sarf malzemelerinden biriyle yapılmalıdır: SMAW, A5.5/A5.5M E90XX-B9; SAW, A5.23/A5.23M EB9 + nötr akı; GTAW, A5.28/A5.28M ER90S-B9; ve FCAW A5.29/A5.29M E91TI-B9. Ayrıca, P91 Tip 1 ve Tip 2 onarım kaynaklarında kullanılan tüm kaynak sarf malzemelerinin Ni+Mn içeriğinin toplamı %1,0'ı geçmemelidir.
P91 boru, kaynak onarımından sonra 1350-1470 °F [730-800°C] sıcaklıkta ısıl işlemden geçirilmelidir.
Kontrol edilen çelik borunun dış yüzeyinde aşağıdaki unsurlar bulunmalıdır:
Üreticinin adı veya ticari markası; standart numarası; kalite derecesi; uzunluk ve ek sembol "S".
Aşağıdaki tabloda yer alan hidrostatik basınç ve tahribatsız muayene işaretleri de eklenmelidir.
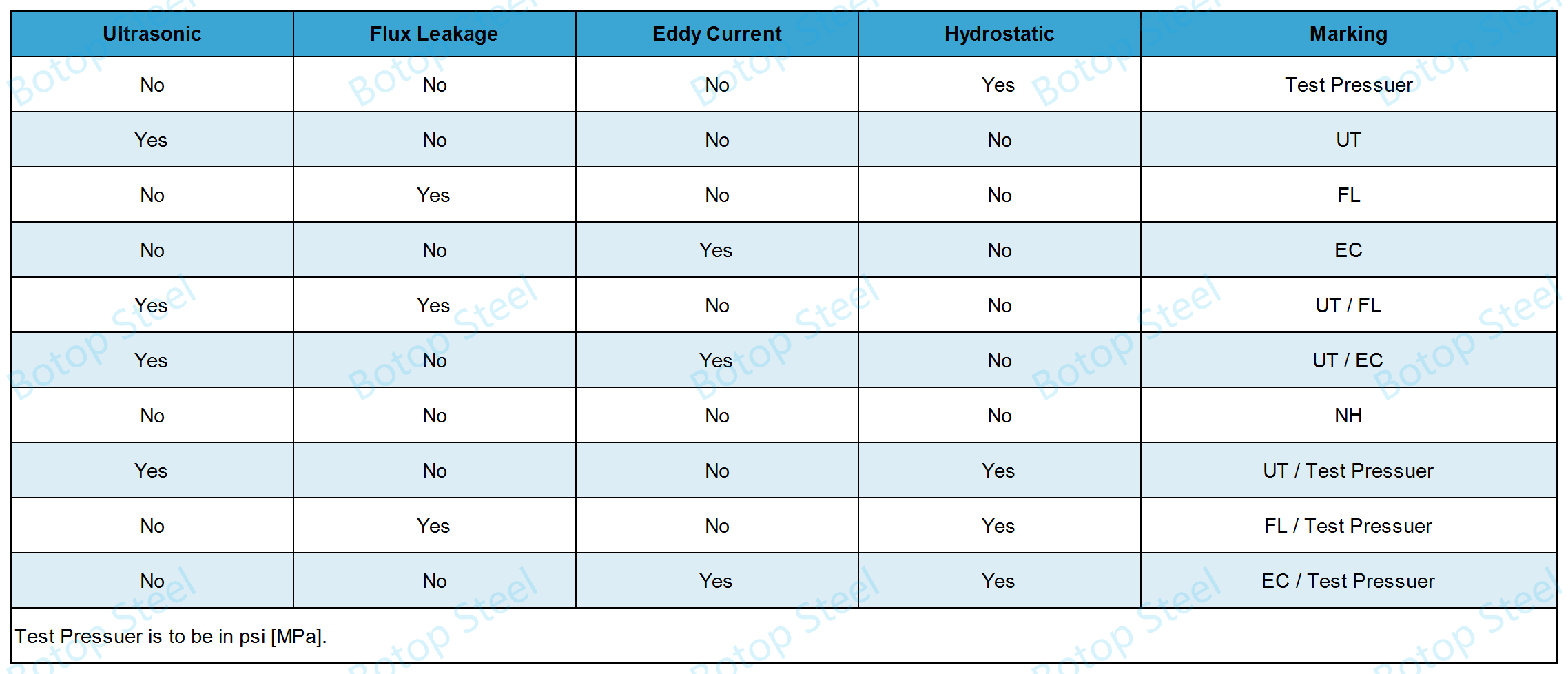
Boru kaynak yöntemiyle onarılırsa, üzerine " işareti konulmalıdır".WR".
s91 Türü (Tip 1 veya Tip 2) belirtilmelidir.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Material: ASTM A335 P91 dikişsiz çelik boru;
OD: 1/8"- 24";
WT: uyarıncaASME B36.10gereksinimler;
Takvim: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80SCH100, SCH120, SCH140 ve SCH160;
Tanılama:STD (standart), XS (ekstra güçlü) veya XXS (çift ekstra güçlü);
ÖzelleştirmeStandart dışı boru ebatları da mevcuttur, özel ebatlar talep üzerine temin edilebilir;
Uzunluk: Belirli ve rastgele uzunluklar;
IBR Sertifikasyonuİhtiyaçlarınıza göre IBR sertifikası almak için üçüncü taraf denetim kuruluşlarıyla iletişime geçebiliriz; iş birliği yaptığımız denetim kuruluşları arasında BV, SGS, TUV vb. bulunmaktadır.
SonDüz uçlu, eğimli veya kompozit boru ucu;
Yüzey: Aydınlatma borusu, boya ve diğer geçici koruma işlemleri, pas giderme ve parlatma, galvanizleme ve plastik kaplama ve diğer uzun süreli koruma işlemleri;
PaketlemeAhşap kasa, çelik bant veya çelik tel ambalaj, plastik veya demir boru ucu koruyucu vb.














