



JIS G 3455350 °C veya daha düşük sıcaklıklarda yüksek basınçlı hizmet için, özellikle mekanik parçalar için geçerli olan bir Japon Endüstri Standardı (JIS)'dır.
STS370 çelik boruMinimum çekme dayanımı 370 MPa ve minimum akma dayanımı 215 MPa olan, karbon içeriği %0,25'ten fazla olmayan ve silikon içeriği %0,10 ile %0,35 arasında olan çelik boru, esas olarak bina yapıları, köprüler, basınçlı kaplar ve gemi bileşenleri gibi yüksek mukavemet ve iyi kaynaklanabilirlik gerektiren uygulamalarda kullanılır.
JIS G 3455'in üç derecesi vardır.STS370, STS410, STA480.
Dış çapı 10,5-660,4 mm (6-650A) (1/8-26B).
Borular şu malzemeden imal edilecektir:öldürülmüş çelik.
Öldürülmüş çelik, külçe veya diğer formlara dökülmeden önce tamamen oksijensizleştirilmiş çeliktir. Bu işlem, çelik katılaşmadan önce silikon, alüminyum veya manganez gibi bir oksijensizleştirici madde eklenmesinden oluşur. "Öldürülmüş" terimi, katılaşma işlemi sırasında çelikte hiçbir oksijen reaksiyonunun meydana gelmediğini gösterir.
Oksijenin ortadan kaldırılmasıyla, deoksidasyon işlemine tabi tutulan çelik, erimiş çelikte hava kabarcıklarının oluşmasını engeller ve böylece nihai üründe gözeneklilik ve hava kabarcıklarının oluşmasını önler. Bu da daha homojen ve yoğun, üstün mekanik özelliklere ve yapısal bütünlüğe sahip bir çelik elde edilmesini sağlar.
Öldürülmüş çelik, özellikle basınçlı kaplar, büyük yapılar ve yüksek kalite gereksinimleri olan boru hatları gibi yüksek kalite ve dayanıklılık gerektiren uygulamalar için uygundur.
Öldürülmüş çelik kullanarak boru üretmek, özellikle ağır yük ve basınca maruz kalan ortamlarda daha iyi performans ve daha uzun kullanım ömrü sağlar.
Dikişsiz bir üretim süreci ve son işlem yönteminin birleşimiyle üretilmiştir.

Sıcak işlem görmüş dikişsiz çelik boru: SH;
Soğuk işlem görmüş dikişsiz çelik boru: SC.
Dikişsiz üretim süreci için, kabaca dış çapı 30 mm'den büyük olan dikişsiz çelik borular sıcak işlemle, 30 mm'den küçük olanlar ise soğuk işlemle üretilebilir.
İşte sıcak işlem görmüş dikişsiz kumaşın üretim akışı.


Düşük sıcaklıkta tavlama, esas olarak malzemelerin işlenebilirliğini iyileştirmek, sertliği azaltmak ve tokluğu artırmak için kullanılır ve soğuk işlenmiş çelik için uygundur.
Normalleştirme, malzemenin mukavemetini ve tokluğunu artırmak için kullanılır; böylece çelik, mekanik gerilmelere ve yorulmaya karşı daha dayanıklı hale gelir ve genellikle soğuk işlenmiş çeliğin performansını iyileştirmek için kullanılır.
Bu ısıl işlem süreçleri sayesinde çeliğin iç yapısı optimize edilir ve özellikleri geliştirilerek zorlu endüstriyel uygulamalarda kullanım için daha uygun hale getirilir.
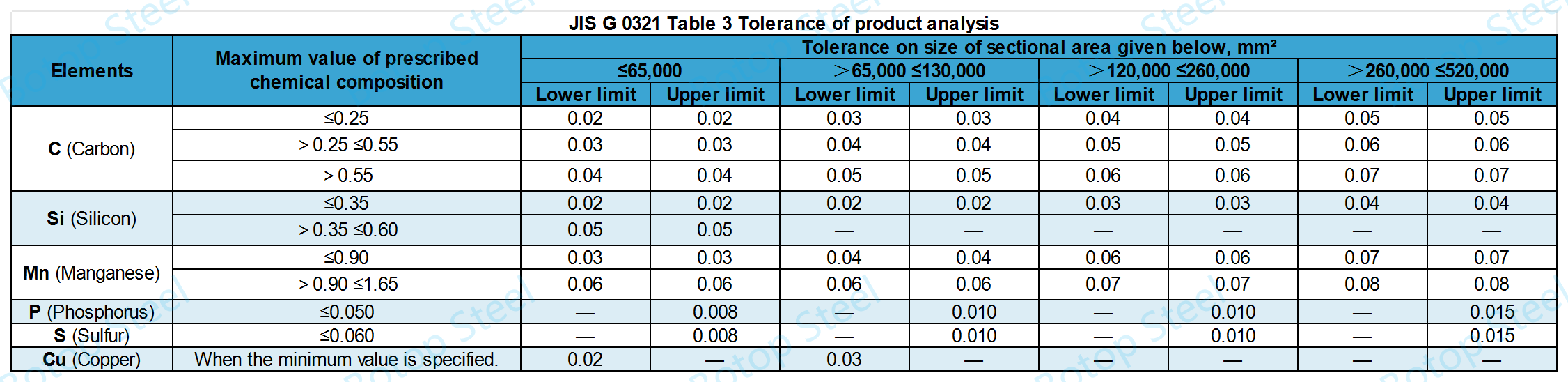
Isı analizi JIS G 0320 standardına uygun olarak yapılacaktır. Ürün analizi ise JIS G 0321 standardına uygun olarak yapılacaktır.
| seviye | C (Karbon) | Si (Silikon) | Mn (Mangan) | P (Fosfor) | S (Kükürt) |
| STS370 | %0,25 maksimum | 0.10-0.35% | 0,30-1,10% | %0,35 maksimum | %0,35 maksimum |
Isı analiziEsas olarak ham maddelerin kimyasal bileşimini test etmeyi amaçlamaktadır.
Hammaddenin kimyasal bileşimini analiz ederek, üretim sürecinde gerekebilecek işleme adımlarını ve koşullarını, örneğin ısıl işlem parametrelerini ve alaşım elementlerinin eklenmesini tahmin etmek ve ayarlamak mümkündür.
Ürün analiziSon ürünün uygunluğunu ve kalitesini doğrulamak için bitmiş ürünlerin kimyasal bileşimini analiz eder.
Ürün analizi, üretim süreci boyunca üründe meydana gelen tüm değişikliklerin, eklemelerin veya olası safsızlıkların kontrol altında olmasını ve nihai ürünün teknik özelliklere ve uygulama gereksinimlerine uygun olmasını sağlar.
JIS G 3455 standardına göre ürün analizinin değerleri, yukarıdaki tabloda yer alan unsurların gerekliliklerine uymakla kalmamalı, aynı zamanda tolerans aralığı da JIS G 3021 Tablo 3'ün gerekliliklerine uygun olmalıdır.
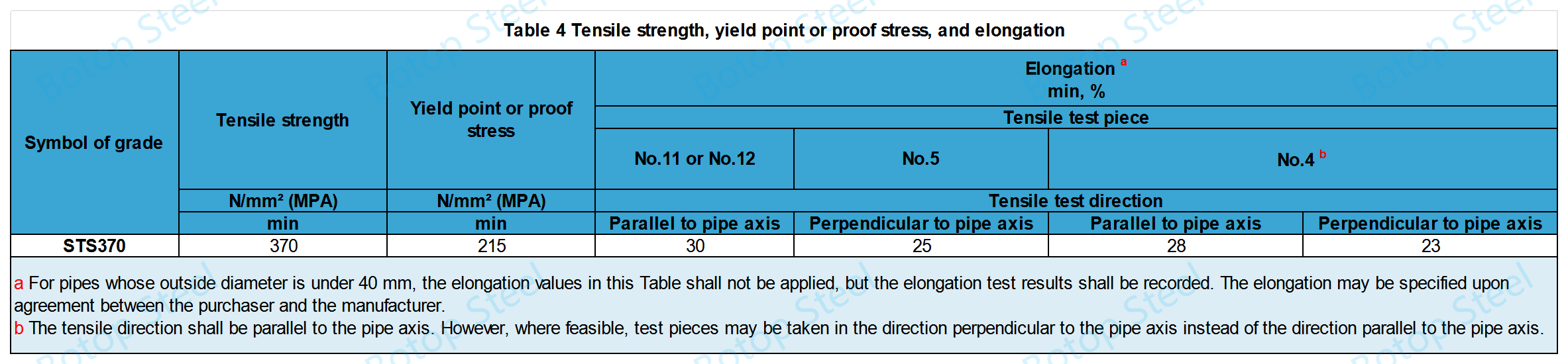
Duvar kalınlığı 8 mm'den az olan borulardan alınan 12 numaralı test numunesi (boru eksenine paralel) ve 5 numaralı test numunesi (boru eksenine dik) için uzama değerleri.
| Not sembolü | Kullanılan test parçası | Uzama min, % | ||||||
| Duvar kalınlığı | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STS370 | 12 numara | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| 5 numara | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Bu tablodaki uzama değerleri, 8 mm'den itibaren duvar kalınlığındaki her 1 mm'lik azalma için Tablo 4'te verilen uzama değerinden %1,5 çıkarılarak ve sonuç JIS Z 8401'in A Kuralına göre tam sayıya yuvarlanarak elde edilmiştir. | ||||||||
Alıcı tarafından aksi belirtilmedikçe, düzleştirme testi atlanabilir.
Numuneyi makineye yerleştirin ve iki platform arasındaki mesafe belirtilen H değerine ulaşana kadar düzleştirin. Ardından numunede çatlak olup olmadığını kontrol edin.
Kritik direnç kaynaklı boruların testinde, kaynak ile borunun merkezi arasındaki çizgi, sıkıştırma yönüne diktir.
H=(1+e)t/(e+t/D)
H: Plakalar arasındaki mesafe (mm)
t: Borunun duvar kalınlığı (mm)
D: Borunun dış çapı (mm)
e:Tüpün her bir kalitesi için tanımlanmış sabit değer.STS370 için 0,08; STS410 ve STS480 için 0,07.
Dış çapı ≤ 50 mm olan borular için uygundur.
Numune, borunun dış çapının 6 katı iç çapa sahip olacak şekilde 90° açıyla büküldüğünde çatlak içermemelidir.
Bükme açısı, bükmenin başlangıç noktasında ölçülmelidir.
Her çelik borunun hidrostatik veya tahribatsız yöntemle test edilmesi gerekir.Borunun kalitesini ve güvenliğini sağlamak ve kullanım standartlarını karşılamak için.
Hidrolik Test
Test basıncı belirtilmemişse, minimum hidro test basıncı Boru Çizelgesine göre belirlenecektir.
| Nominal duvar kalınlığı | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Minimum hidrolik test basıncı, MPa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Çelik borunun dış çapının duvar kalınlığı, çelik boru ağırlık tablosundaki standart değerlerden farklı olduğunda, basınç değerini hesaplamak için formül kullanmak gerekir.
P=2st/D
P: test basıncı (MPa)
t: Borunun duvar kalınlığı (mm)
D: Borunun dış çapı (mm)
sVerilen akma noktası veya dayanım geriliminin minimum değerinin %60'ı.
Seçilen plan numarasının minimum hidrostatik test basıncı, formülle elde edilen test basıncı P'yi aştığında, yukarıdaki tabloda minimum hidrostatik test basıncı seçilmek yerine, P basıncı minimum hidrostatik test basıncı olarak kullanılmalıdır.
Tahribatsız Test
Çelik boruların tahribatsız muayenesi aşağıdaki kişiler tarafından yapılmalıdır:ultrasonik veya girdap akımı testi.
İçinultrasonikMuayene özellikleri, belirtildiği gibi UD sınıfı bir referans standardı içeren bir referans numunesinden gelen sinyal.JIS G 0582Bu durum bir alarm seviyesi olarak kabul edilecek ve alarm seviyesine eşit veya ondan daha yüksek bir temel sinyale sahip olacaktır.
Standart algılama hassasiyeti içingirdap akımıMuayene, belirtilen AB, EV, EW veya EX kategorisinde olacaktır.JIS G 0583Ayrıca, söz konusu kategoriye ait referans standardı içeren referans numunesinden gelen sinyallere eşdeğer veya onlardan daha büyük sinyaller bulunmamalıdır.
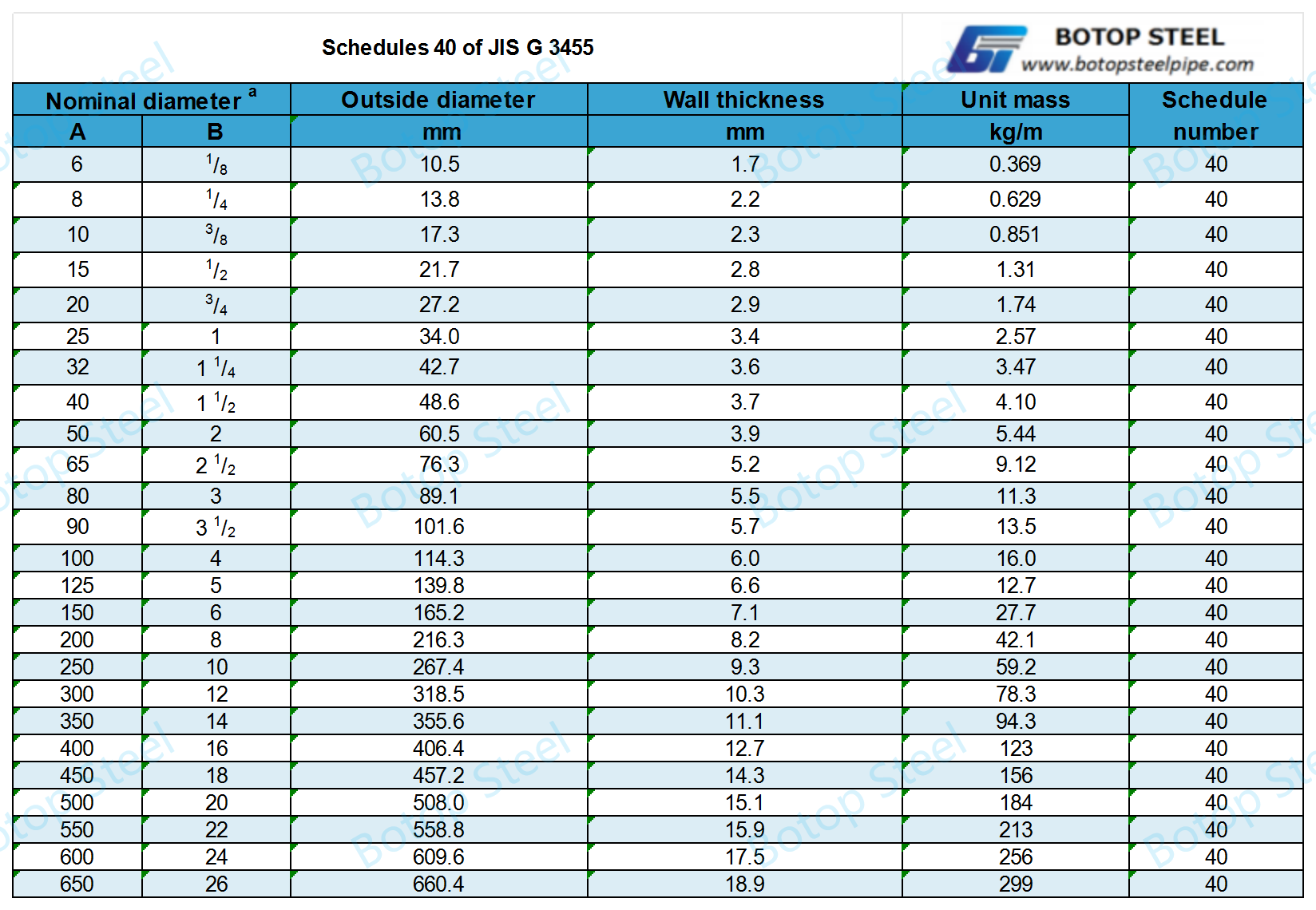
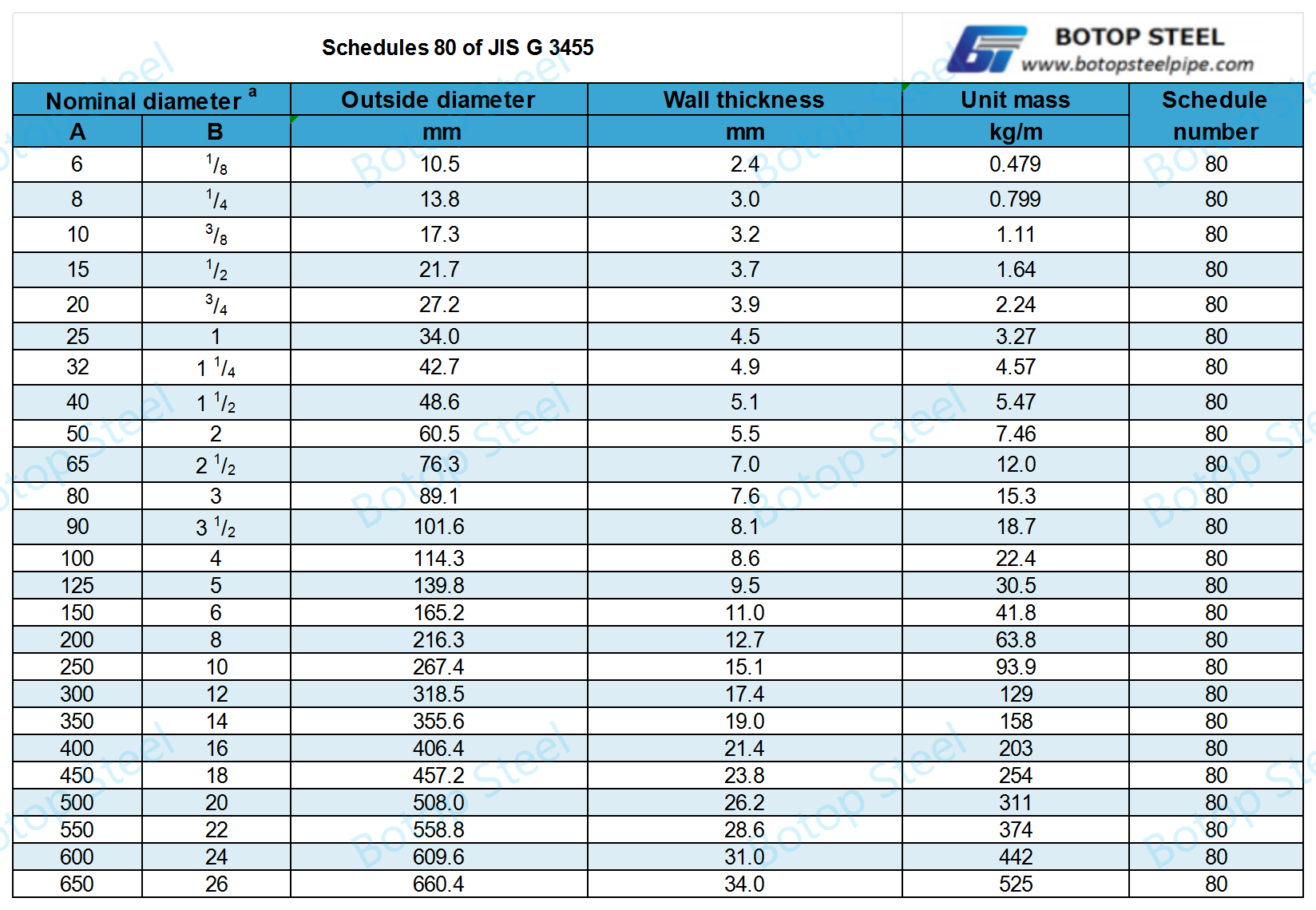
Daha fazlası içinBoru Ağırlık Tabloları ve Boru ÇizelgeleriStandartlar dahilinde, tıklayarak ilerleyebilirsiniz.
Schedule 40 boru, orta basınçlı uygulamalar için idealdir çünkü yeterli mukavemeti sağlarken aşırı ağırlık ve maliyetten kaçınan orta kalınlıkta bir duvar sunar.
Schedule 80 boruları, daha kalın duvar kalınlığı sayesinde daha yüksek basınçlara ve daha güçlü mekanik etkilere dayanabilme özelliği nedeniyle, kimyasal işleme sistemleri ve petrol ve gaz iletim boruları gibi yüksek basınçlı işlemler gerektiren endüstriyel ortamlarda yaygın olarak kullanılmaktadır ve bu da ek güvenlik, emniyet ve dayanıklılık sağlamaktadır.
Her bir tüpün üzerine aşağıdaki bilgiler içeren bir etiket yapıştırılacaktır.
A)Not sembolü;
B)Üretim yönteminin sembolü;
C)BoyutlarÖrnek: 50AxSch80 veya 60.5x5.5;
D)Üreticinin adı veya marka tanımlayıcısı.
Her bir tüpün dış çapı küçük olduğunda ve her tüpü işaretlemek zor olduğunda veya alıcı her tüp demetinin işaretlenmesini istediğinde, her demet uygun bir yöntemle işaretlenebilir.
STS370, düşük basınçlı ancak nispeten yüksek sıcaklıktaki sıvı transfer sistemleri için uygundur.
Isıtma sistemleriŞehir ısıtma sistemlerinde veya büyük bina ısıtma sistemlerinde, STS370 sistemdeki basınç ve sıcaklık değişimlerine dayanabildiği için sıcak su veya buhar taşımak için kullanılabilir.
Enerji santralleriElektrik üretiminde çok sayıda yüksek basınçlı buhar borusuna ihtiyaç duyulmaktadır ve STS370, uzun süre yüksek sıcaklık ve yüksek basınçlı çalışma ortamlarına dayanabildiği için bu boruların üretiminde ideal bir malzemedir.
Basınçlı hava sistemleriİmalat ve otomatik üretim hatlarında basınçlı hava önemli bir güç kaynağıdır ve bu sistemlerde güvenli ve verimli hava iletimini sağlamak için STS370 çelik boru kullanılarak boru tesisatı yapılır.
Yapısal kullanım ve genel makinelerSTS370, iyi mekanik özellikleri sayesinde, özellikle belirli bir basınç dayanımının gerekli olduğu uygulamalarda, çeşitli yapısal ve mekanik bileşenlerin üretiminde de kullanılabilir.
JIS G 3455 STS370, yüksek basınçlı uygulamalarda kullanılan bir karbon çelik malzemedir. Aşağıdaki malzemeler eşdeğer veya neredeyse eşdeğer olarak kabul edilebilir:
1. ASTM A53 B SınıfıGenel yapısal ve mekanik uygulamalar ile sıvı taşımacılığı için uygundur.
2. API 5L B SınıfıYüksek basınçlı petrol ve doğalgaz taşıma boru hatları için.
3. DIN 1629 St37.0Genel makine mühendisliği ve gemi yapımı için.
4. EN 10216-1 P235TR1Yüksek sıcaklık ve yüksek basınçlı ortamlar için dikişsiz çelik boru.
5. ASTM A106 B SınıfıYüksek sıcaklık uygulamaları için dikişsiz karbon çelik boru.
6.ASTM A179Düşük sıcaklık uygulamaları için dikişsiz, soğuk çekme yöntemiyle üretilmiş yumuşak çelik borular ve tüpler.
7. DIN 17175 St35.8Kazanlar ve basınçlı kaplar için dikişsiz boru malzemeleri.
8. EN 10216-2 P235GHYüksek sıcaklık ve yüksek basınçlı ortamlar için alaşımsız ve alaşımlı çelikten üretilmiş dikişsiz borular ve tüpler.
2014 yılında kurulduğundan beri Botop Steel, mükemmel hizmeti, yüksek kaliteli ürünleri ve kapsamlı çözümleriyle tanınan, Kuzey Çin'de önde gelen bir karbon çelik boru tedarikçisi haline gelmiştir. Şirket, dikişsiz, ERW, LSAW ve SSAW çelik boruların yanı sıra eksiksiz bir boru bağlantı parçaları ve flanş serisi de dahil olmak üzere çeşitli karbon çelik borular ve ilgili ürünler sunmaktadır.
Şirketin uzmanlık ürünleri arasında, çeşitli boru hattı projelerinin taleplerini karşılamak üzere tasarlanmış yüksek kaliteli alaşımlar ve östenitik paslanmaz çelikler de bulunmaktadır.















