
ASTM A106Amerikan Malzeme Test Topluluğu (ASTM) tarafından yüksek sıcaklıklarda kullanıma uygun dikişsiz karbon çelik borular için belirlenmiş standart bir spesifikasyondur.

Gezinme Düğmeleri
ASTM A106 Kapsamı
Boru tipi: dikişsiz çelik boru.
NNominal Boru Boyutu: DN6-DN1200 (NPS) arası dikişsiz çelik boruları kapsar1/8-NPS48).
Duvar Kalınlığı: Duvar kalınlığı, Tablo 1'deki özel gereksinimleri karşılamak için gereklidir.ASME B36.10M.
ASTM A106 Sınıfı
ASTM A106'da üç tip çelik boru vardır: A Sınıfı,B Sınıfıve C Sınıfı.
Üç sınıf arasındaki temel fark kimyasal bileşim ve mekanik özelliklerdir.
ASTM A106 Hammaddeler
Çelik, öldürülmüş çelik olacaktır.
Çelik, açık ocak, bazik oksijen veya elektrikli fırın olabilen birincil eritme işlemi kullanılarak üretilir ve muhtemelen ayrı gaz giderme veya rafinasyonla birleştirilir.
ASTM A106 Dikişsiz Çelik Boru Üretim Yöntemi
Dikişsiz çelik boruSoğuk çekme ve sıcak sonlandırma olmak üzere iki şekilde üretilir.
DN ≤ 40mm dikişsiz çelik borular soğuk çekme veya sıcak işleme tabi tutulabilir.
DN ≥ 50mm dikişsiz çelik borular sıcak haddelenmiştir.
Sıcak Tedavi
Sıcak işlenmiş ASTM A106 dikişsiz çelik boru ısıl işlem gerektirmez.
Soğuk çekilmiş ASTM A106 dikişsiz çelik boruların ≥ 650°C sıcaklıklarda ısıl işleme tabi tutulması gerekir.
Kimyasal Bileşim
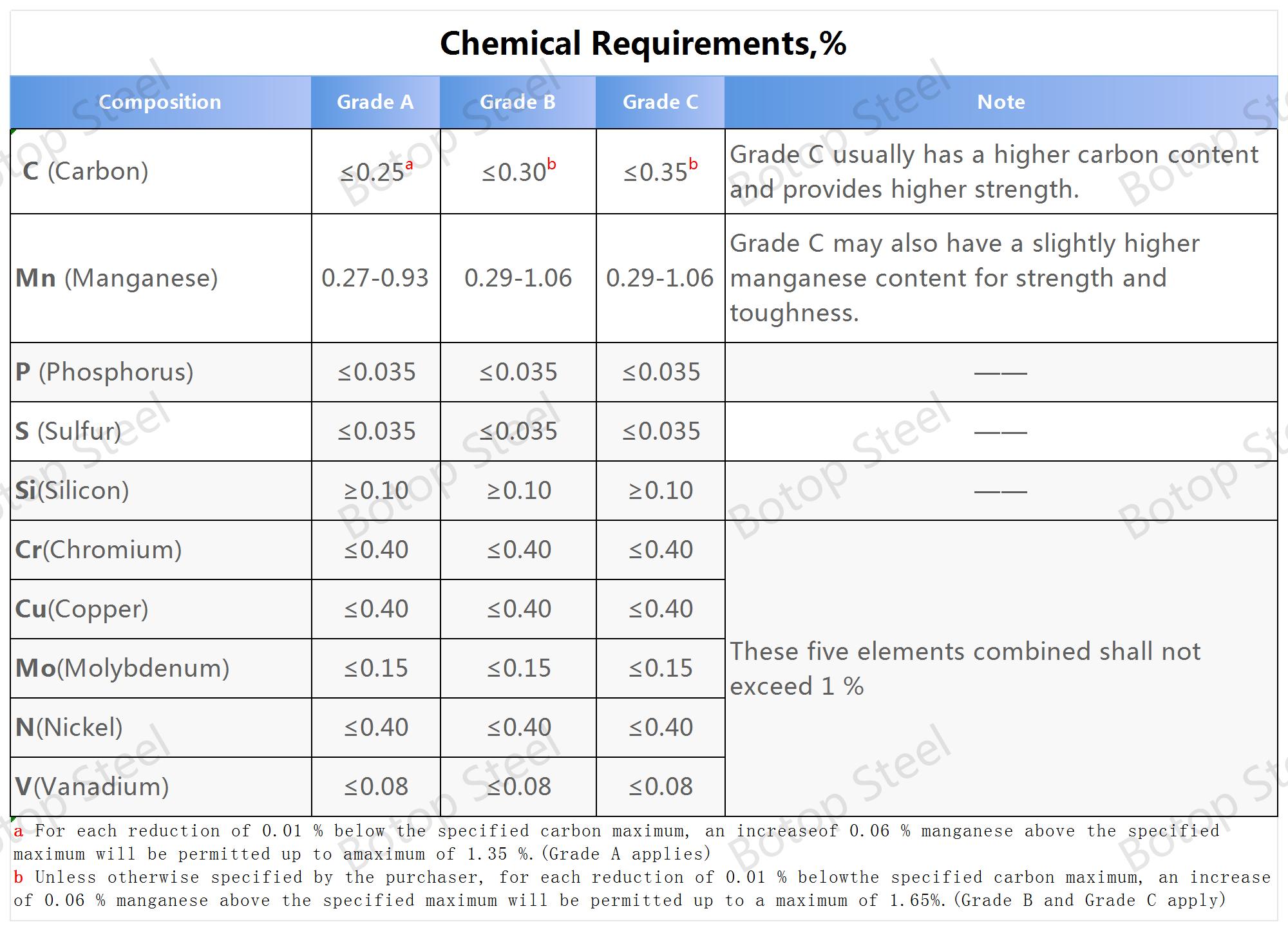
ASTM A106 Sınıf A, Sınıf B ve Sınıf C'nin kimyasal bileşimlerindeki en büyük fark C ve Mn içeriği arasındaki farktır, çeşitli sınıflardaki diğer elementlerin içeriği hafif farklılıklar gösterebilir, ancak genellikle nispeten düşük bir aralıkta kontrol edilir.
Mekanik Özellikler
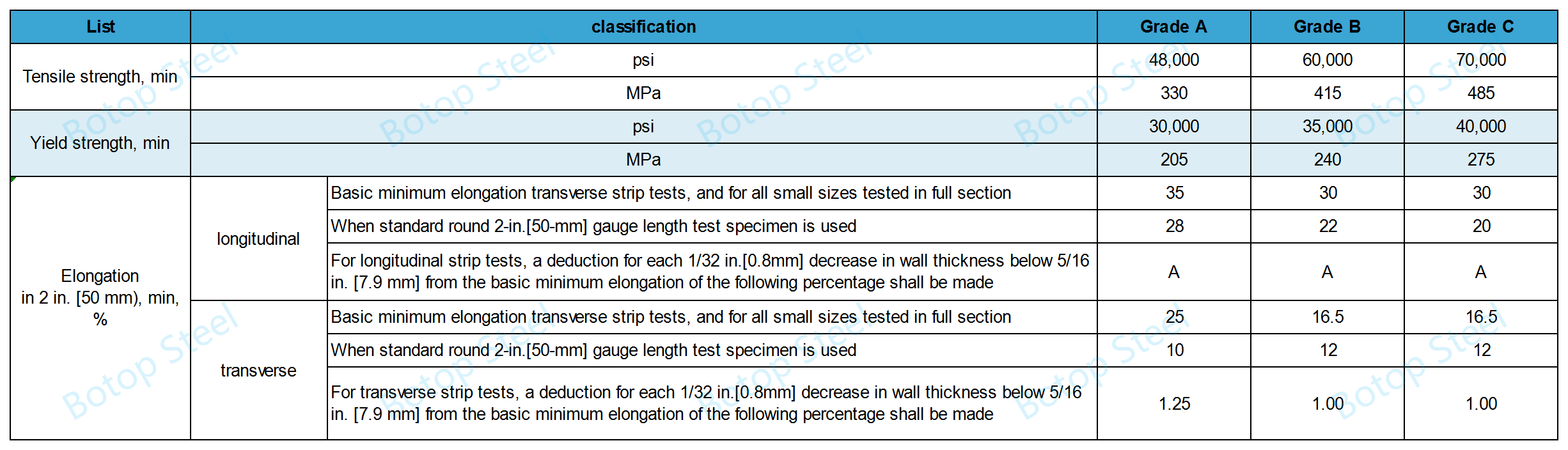
2 inç (50 mm) cinsinden minimum uzama aşağıdaki denklemle belirlenecektir:
inç-pound birimleri:
e=625.000A0.2/UO.9
Sl birimleri:
e=1940A0.2/U0,9
e: 2 inç (50 mm) cinsinden minimum uzama, %, en yakın %0,5'e yuvarlanır
A: çekme testi numunesinin kesit alanı,2(mm2)belirtilen dış çapa veya nominal numune genişliğine ve belirtilen duvar kalınlığına dayalı olarak,en yakın 0,01'e yuvarlanır2(1 mm2).
Böylece hesaplanan alan 0,75 inç veya daha büyükse2(500 mm2), ardından 0,75 değeri2(500 mm2) kullanılacaktır.
U: belirtilen çekme dayanımı, psi (MPa)
Test Programı
ASTM A106, kimyasal bileşim, termal analiz, mekanik özellik gereksinimleri, bükme gereksinimleri, düzleştirme testleri, hidrostatik testler ve tahribatsız elektrik testleri için ayrıntılı özellikler içerir.
Kimyasal Bileşim / Isı Analizi
Isı Analizi, her parti malzemenin kimyasal bileşiminin ASTM A106 gerekliliklerini karşıladığından emin olmak için çelikteki bireysel kimyasal elementlerin içeriğini belirlemek amacıyla kullanılan bir işlemdir.
Kimyasal bileşimin belirlenmesi termal analize dayanmaktadır. Esas olarak, borunun özellikleri üzerinde doğrudan etkisi olan karbon, manganez, fosfor, kükürt ve silisyum elementlerinin içeriğine odaklanılmaktadır.
Çekme Gereksinimleri
Borular, belirli çekme dayanımı, akma dayanımı ve uzama gereksinimlerini karşılamalıdır. Bu, borunun yüksek sıcaklıklarda dayanıklılığını ve tokluğunu garanti eder.
Bükme Gereksinimleri
Bükme testleri, boruların montaj ve kullanım sırasında güvenilirliğini sağlamak amacıyla, bükülme gerilmelerine maruz kaldığında tokluğunu ve plastik deformasyonunu değerlendirmek için kullanılır.
Düzleştirme Testleri
Düzleştirme Testleri, çelik boruların sünekliğini ve çatlamaya karşı direncini değerlendirmek için kullanılır. Bu test, malzemenin kalitesini ve işleme teknolojisinin yeterliliğini kanıtlamak için borunun çatlamadan belirli bir dereceye kadar düzleştirilmesini gerektirir.
Hidrostatik Test
Hidrostatik test, çelik borunun yapısal bütünlüğünü ve sızıntıların olmadığını garantilemek için standartta gerekli olandan daha yüksek basınç uygulanarak basınç taşıma kapasitesinin kontrol edilmesinde önemli bir adımdır.
Tahribatsız Elektrik Testi
Tahribatsız Elektrik Testi (örneğin ultrasonik test veya elektromanyetik test), çelik borulardaki çatlaklar, kapanımlar veya delikler gibi iç ve yüzey kusurlarını tespit etmek ve ürünün kalitesini sağlamak için kullanılır.
Boyutsal Toleranslar
Yığın
Borunun gerçek kütlesi şu aralıkta olmalıdır:%97,5 - %110belirtilen kütlenin.
NPS 4 [DN 100] ve daha küçük borular uygun partiler halinde tartılabilir;
NPS 4 [DN 100]'den büyük borular ayrı olarak tartılmalıdır.
Dış Çap
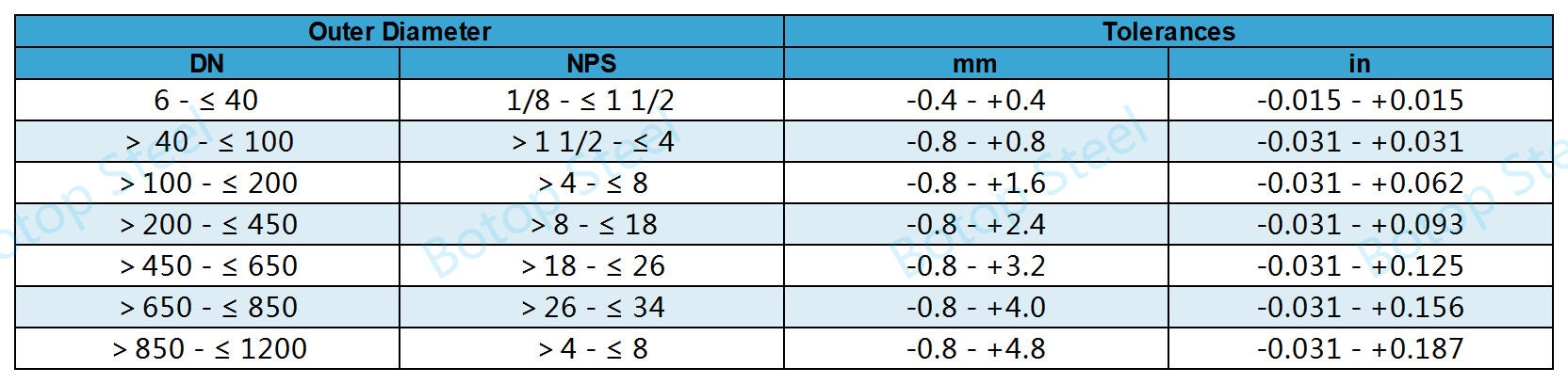
OD > 250 mm (10 inç) borular için, daha yüksek OD doğruluğu gerekiyorsa, izin verilen OD değişimi ±%1'dir.
ID > 250 mm (10 inç) borular için, daha yüksek ID doğruluğu gerekiyorsa, izin verilen ID değişimi ±%1'dir.
Kalınlık
Minimum duvar kalınlığı = Belirtilen duvar kalınlığının %87,5'i.
Uzunluk
Tek rastgele uzunluk: 4,8-6,7 m [16-22 ft].Uzunluğun %5'inin 4,8 m'den [16 ft] az, ancak 3,7 m'den [12 ft] kısa olmamasına izin verilir.
Çift rastgele uzunluklar: Minimum ortalama uzunluk 10,7 m [35 ft] ve minimum uzunluk 6,7 m [22 ft]'dir.Uzunluğun yüzde beşinin 6,7 m'den [22 ft] az, ancak 4,8 m'den [16 ft] kısa olmamasına izin verilir.
Yüzey Kusurlarının Tedavisi
Kusurların Tespiti
Borularda nominal et kalınlığının %12,5'ini veya minimum et kalınlığını aşan yüzey kusurları oluştuğunda, kalan et kalınlığı belirtilen kalınlık değerinin %87,5'i veya daha fazlası olduğu sürece kusurların taşlama yoluyla giderilmesi gerekir.
Zararsız Kusurlar
Yüzey işleminin proses gereksinimlerine uygun hale getirilmesi için aşağıdaki zararsız kusurların taşlama ile giderilmesi gerekir:
1. Mekanik izler ve aşınmalar - kablo izleri, ezikler, kılavuz izleri, yuvarlanma izleri, bilya çizikleri, girintiler ve kalıp izleri ve çukurlar gibi, bunların hiçbiri 1/16 inç (1,6 mm) derinliğini aşmayacaktır.
2. Görsel kusurlar, çoğunlukla kabuklar, dikişler, bindirmeler, yırtıklar veya nominal duvar kalınlığının yüzde 5'inden daha derin dilimler.
Kusur Onarımı
Kusur veya hatalar taşlama ile giderildiğinde düzgün, kavisli bir yüzey elde edilecek ve boru et kalınlığı belirtilen kalınlık değerinin %87,5'inden az olmayacaktır.
Tamir kaynakları ASTM A530/A530M'ye uygun olarak yapılmaktadır.
Tüp İşaretleme
Her ASTM A106 çelik boru, kolay tanımlama ve izlenebilirlik için üreticinin kimliği, spesifikasyon derecesi, boyutlar ve Program derecesi bilgileriyle işaretlenmelidir.
Hidrostatik veya tahribatsız elektrik test işaretlemesi için aşağıdaki kurallara uyulmalıdır:

| Hidro | NDE | İşaretleme |
| Evet | No | Test Basıncı |
| No | Evet | NDE |
| No | No | NH |
| Evet | Evet | Test Basıncı/NDE |
ASTM A106'nın uygulanması
Petrol ve Gaz Endüstrisi:Boru sistemleri petrol, gaz ve diğer sıvıların taşınmasında kullanılır.
Enerji santralleri:Kazanlarda yüksek sıcaklıktaki buhar ve sıcak suyun iletiminde eşanjör boruları ve kızdırıcı boruları olarak kullanılır.
Kimya Sanayi:Kimyasal tesislerde yüksek sıcaklıktaki kimyasal reaksiyon ürünlerine karşı borulama olarak kullanılır.
İnşaat ve Yapım:Binalarda ısıtma ve buhar sistemleri borulamaları.
Gemi inşaatı: Gemilerdeki yüksek basınçlı buhar sistemlerinin bileşenleri.
Makine İmalatı: Yüksek sıcaklık veya yüksek basınç dayanımı gerektiren makine ve ekipmanlarda kullanılır.


İlgili Ürünlerimiz
Çin'in önde gelen kaynaklı karbon çelik boru ve dikişsiz çelik boru üreticilerinden ve tedarikçilerinden biriyiz. Stoklarımızda geniş bir yelpazede yüksek kaliteli çelik boru bulundurarak, size eksiksiz bir çelik boru çözümleri yelpazesi sunmaya kararlıyız. Daha fazla ürün bilgisi için lütfen bizimle iletişime geçmekten çekinmeyin, ihtiyaçlarınıza en uygun çelik boru seçeneklerini bulmanıza yardımcı olmaktan mutluluk duyarız!
etiketler:astm a106, a106, dikişsiz, tedarikçiler, üreticiler, fabrikalar, stokçular, şirketler, toptan, satın al, fiyat, teklif, toplu, satılık, maliyet.
Gönderi zamanı: 02 Mart 2024