
EFW Boru (Elektro Füzyon Kaynaklı Boru), elektrik ark kaynağı tekniğiyle çelik levhanın eritilip sıkıştırılmasıyla üretilen kaynaklı çelik borudur.
Boru Tipi
EFW çelik boru genellikle düz kaynak dikişli çelik borudur.
Bu, karbon çelik boru veya alaşımlı çelik boru olabilir.

EFW Standartları ve Sınıfları
ASTM A358
304, 304L, 316, 316L ve diğer paslanmaz çelik kaliteleri, iyi korozyon direnci gerektiren uygulamalarda yaygın olarak kullanılmaktadır.
ASTM A671
Düşük sıcaklık ortamları için CA55, CB60, CB65, CB70 ve diğer karbon çelik kaliteleri.
ASTM A672
Orta sıcaklık uygulamaları için A45, A50, B60, B65 ve B70 karbon ve alaşımlı çelik kaliteleri.
ASTM A691
CM65, CM70, CM75 ve diğer alaşımlı çelik kaliteleri, yüksek basınca maruz kalan uygulamalar için tasarlanmıştır.
API 5L
Petrol ve doğalgaz uzun mesafeli boru hatları için B sınıfı, X42, X52, X60, X65, X70 ve diğer karbon çelik boru kaliteleri.
Ürünlerimiz
EFW Çelik Boru Üretim Süreci Akış Şeması
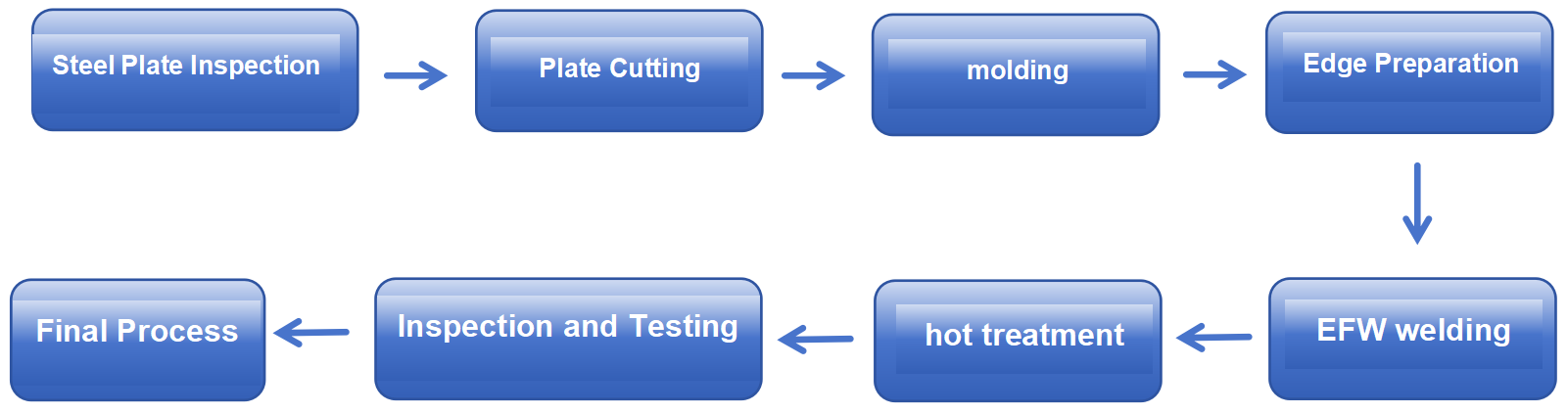
Pratikte süreç daha karmaşıktır ve şu şekildedir:
Malzeme seçimi
Gerekli kimyasal bileşim ve mekanik özelliklere göre uygun çelik levha malzemesini seçin.
Çelik levhanın kusursuz olduğundan emin olmak için incelenmesi ve kaynak kalitesini etkileyebilecek her türlü safsızlık veya oksitin giderilmesi için yüzeyinin temizlenmesi gerekir.
Plaka Kesimi
Levha, genellikle plazma veya alevle kesme yöntemleriyle istenilen boyuta kesilir.
Kesim işleminden sonra, kaynak sırasında hassas hizalama ve bağlantı sağlamak için plakanın kenarlarının daha fazla işlenmesi gerekebilir.
Plaka şekillendirme
Çelik levhalar, presler veya haddehaneler kullanılarak silindirik şekillere bükülür.
Oluşturulan borunun şekline, sonrasında yapılacak kaynak işlemine hazırlık olarak uçlarının mükemmel şekilde hizalanmasını sağlamak için ayarlamalar yapılır.
Kenar hazırlığı
Oluşturulan boru şeklindeki uç, kaynağın tam olarak nüfuz etmesi için eğimli bir kenar oluşturmak üzere taşlanır veya işlenir.
EFWKaynak
Ark kaynak tekniği kullanılarak, çelik levhaların kenarları yüksek sıcaklıklarda eritilerek erimiş hale getirilir.
Elektrik arkı ve basınç yardımıyla, erimiş çeliğin kenarları birbirine kaynaştırılarak bir kaynak oluşturulur. Kaynağın sağlamlığını ve kalitesini sağlamak için bu adım birkaç kaynak işlemi gerektirebilir.
Kaynak sonrası ısıl işlem
Kaynak işlemi tamamlandıktan sonra, kaynak bölgesindeki ve çelikteki gerilimleri gidermek için kaynak sonrası ısıl işlem uygulanır.
Bu genellikle borunun veya kaynak bölgesinin tamamının belirli bir sıcaklığa kadar ısıtılmasını ve ardından kontrollü koşullar altında soğutulmasını içerir.
Muayene ve test
Kaynak ve ısıl işlemden sonra borular titizlikle incelenir ve test edilir.
Bu, görsel inceleme, boyut incelemesi, tahribatsız test (örneğin ultrasonik veya radyografik test) ve mekanik özellik testlerini (örneğin çekme ve darbe testi) içerir.
Son işlem
Borular belirtilen uzunluklarda kesilir, uçları pahlanır ve gerekirse kaplama gibi yüzey işlemleriyle tamamlanır.
Üretimi tamamlanan boru, izlenebilirlik ve kullanım kolaylığı için malzeme kalitesi, boyut, fırın numarası vb. ilgili bilgilerle işaretlenir.
EFW Çelik Borunun Avantajları
Yüksek kaliteli kaynaklar
Elektrofüzyon kaynak teknolojisinin kullanımı, homojenlik ve düşük hata oranlarıyla yüksek kaliteli kaynaklar elde edilmesini sağlayarak yapısal bütünlüğü artırır.
Büyük boyutlu ve kalın duvarlı üretim
EFW prosesi, yüksek basınç ve ağır yük gereksinimleri için geniş çaplı ve kalın duvarlı boruların üretimi için uygundur.
Geniş uygulama yelpazesi
Geniş bir yelpazedeki karbon ve alaşımlı çelikleri işleyebilir, yüksek sıcaklık, yüksek basınç ve aşındırıcı ortamlara uygundur.
Üretim Esnekliği
Yüksek otomasyonlu üretim hattı, kaynak parametreleri üretim boyutuna ve kalınlığına göre ayarlanabilir.
Ekonomik
Uzun vadeli dayanıklılık ve düşük bakım gereksinimleri, yüksek ilk maliyetlere rağmen genel olarak iyi bir ekonomik getiri sağlar.
EFW Çelik Borunun Dezavantajları
Daha yüksek maliyetler
EFW boruların üretimi, direnç kaynaklı (ERW) boru gibi diğer kaynaklı boru türlerine göre genellikle daha pahalıdır. Bunun başlıca nedeni kullanılan yüksek kaliteli malzemeler ve karmaşık üretim sürecidir.
Daha düşük üretim oranları
EFW prosesi, daha karmaşık kaynak ve ısıl işlem süreçleri içerdiğinden nispeten yavaş bir üretim hızına sahiptir. Bu durum, özellikle büyük çaplı ve kalın duvarlı borular için daha uzun üretim döngülerine yol açabilir.
Boyut Sınırlamaları
EFW yöntemi büyük çaplı boru üretimi için uygun olsa da, özellikle daha yüksek hassasiyet ve ince çapların gerekli olduğu uygulama senaryolarında, daha küçük boru boyutları için o kadar ekonomik veya uygulanabilir olmayabilir.
Kaynak Kalitesi
Elektrofüzyon kaynağı yüksek kaliteli kaynaklar sağlasa da, kaynak işlemi sırasında meydana gelen erime ve kaynaşma, gözeneklilik, kaynaşmama ve yabancı madde gibi kusurlara yol açabilir; bu kusurların sıkı kalite kontrol ve denetim yoluyla yönetilmesi gerekir.
Operatörler üzerinde yüksek talepler
EFW üretimi, kaynak işleminin doğru bir şekilde gerçekleştirilmesini ve ekipmanın düzgün çalışmasını sağlamak için yüksek vasıflı operatörler ve bakım personeli gerektirir. Bu da çalışanlar için eğitim ve beceri geliştirme yatırımlarının artmasına yol açar.
Uygulamalar
Petrol ve doğalgaz endüstrisi

Kimya Sanayii

Enerji sektörü

İnşaat ve altyapı
Botop Steel, Çin'den yüksek kaliteli kaynaklı karbon çelik boru üreticisi ve tedarikçisidir ve aynı zamanda dikişsiz çelik boru stokçusudur. Çelik boru ihtiyaçlarınız için bizimle iletişime geçebilirsiniz!
Etiketler: EFW, EFW boru, EFW boru tesisatı, Tedarikçiler, üreticiler, fabrikalar, stokçular, şirketler, toptan, satın al, fiyat, teklif, toplu, satılık, maliyet.
Yayın tarihi: 09.08.2024