
JIS G 3461 çelik boruesas olarak kazanlarda ve ısı değiştiricilerde, borunun içi ile dışı arasında ısı alışverişini gerçekleştirmek gibi uygulamalarda kullanılan dikişsiz (SMLS) veya elektrik direnç kaynaklı (ERW) karbon çelik borudur.

Gezinme Düğmeleri
Boyut Aralığı
Sınıflandırma
İşlenmemiş içerikler
JIS G 3461 Üretim Prosesleri
Boru Ucu Tipi
Isıl İşlem
JIS G 3461'in Kimyasal Bileşimi
JIS G 3461'in Mekanik Performansı
Sertlik Testi
Hidrolik Test veya Tahribatsız Test
JIS G 3461 Boru Ağırlık Tablosu
JIS G 3461'in Boyutsal Toleransı
Dış görünüş
İşaretleme
JIS G 3461 Başvuruları
JIS G 3461 Eşdeğer Standardı
İlgili Ürünlerimiz
Boyut Aralığı
Dış çapı 15,9-139,8 mm olan çelik borular için uygundur.
İşlenmemiş içerikler
Borular,öldürülmüş çelik.
Öldürülmüş çelik, eritme işlemi sırasında silisyum, alüminyum veya manganez gibi bir deoksidan eklenerek çelikten oksijenin uzaklaştırıldığı bir çelik türüdür.
Bu işlem, çeliğin neredeyse hiç hava kabarcığı veya diğer gaz kalıntılarından arınmış olmasını sağlar ve bu da çeliğin homojenliğini ve genel özelliklerini artırır.
JIS G 3461 Üretim Prosesleri
Boru imalat yöntemleri ile sonlandırma yöntemlerinin kombinasyonu.

Sıcak işlenmiş dikişsiz çelik boru: SH
Soğuk işlenmiş dikişsiz çelik boru: SC
Elektrik direnç kaynaklı çelik boru olarak: EG
Sıcak işlenmiş elektrik direnç kaynaklı çelik boru: EH
Soğuk işlenmiş elektrik direnç kaynaklı çelik boru: EC
Çelik boru direnç kaynağı ile imal edildiğinde, borunun konturu boyunca yüzeyinin düzgün olması için iç ve dış yüzeylerden kaynak dikişleri çıkarılmalıdır.
Alıcı ve üreticinin mutabakatı halinde iç yüzeydeki kaynak boncukları çıkarılamaz.
Boru Ucu Tipi
Çelik borunun uçları düz olmalıdır.
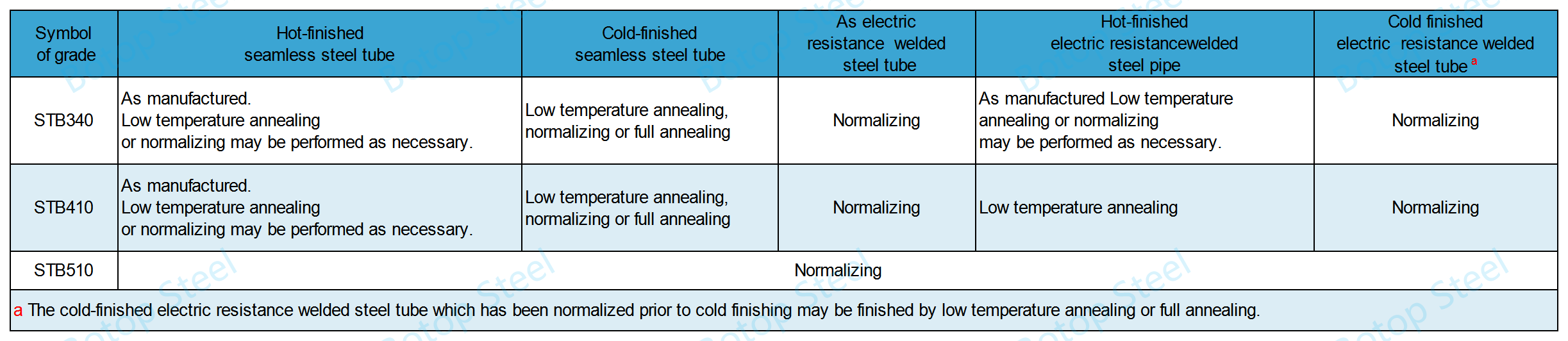
Isıl İşlem
Uygun ısıl işlemi seçerken çelik borunun üretim süreci ve buna karşılık gelen malzeme kalitesi dikkate alınmalıdır.
İstenilen mekanik özellikleri ve mikro yapıyı elde etmek için farklı üretim süreçleri ve malzeme sınıfları farklı ısıl işlem yöntemleri gerektirebilir.
JIS G 3461'in Kimyasal Bileşimi
Termal analiz yöntemleriJIS G 0320 standartlarına uygun olacaktır.

Belirli özelliklerin elde edilmesi için bunların dışında alaşım elementleri de eklenebilir.
Yöntemiürün analiziJIS G 0321 standartlarına uygun olacaktır.
Ürün analiz edildiğinde, borunun kimyasal bileşimindeki sapma değerlerinin dikişsiz çelik borular için JIS G 0321'in Tablo 3'ünde, direnç kaynaklı çelik borular için ise JIS G 0321'in Tablo 2'sinde belirtilen şartları sağlaması gerekmektedir.
JIS G 3461'in Mekanik Performansı
Mekanik testlere ilişkin genel şartlar JIS G 0404'ün 7 ve 9. Bölümlerine uygun olacaktır.
Ancak mekanik testler için örnekleme yöntemi, JIS G 0404'ün 7.6. Bölümündeki Sınıf A hükümlerinin gerekliliklerine uygun olacaktır.
Çekme Dayanımı, Akma Noktası veya Kanıt Gerilimi ve Uzama
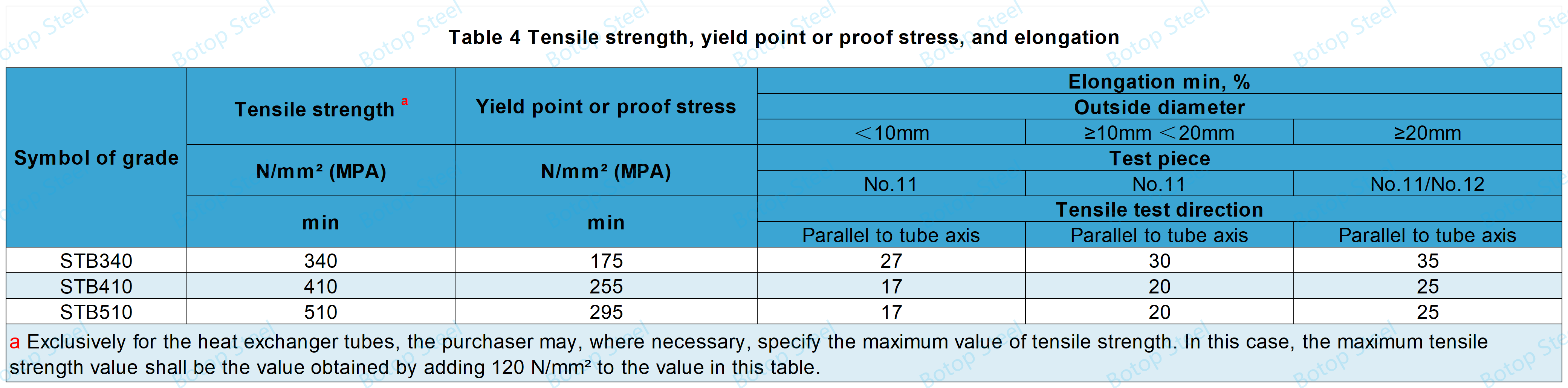
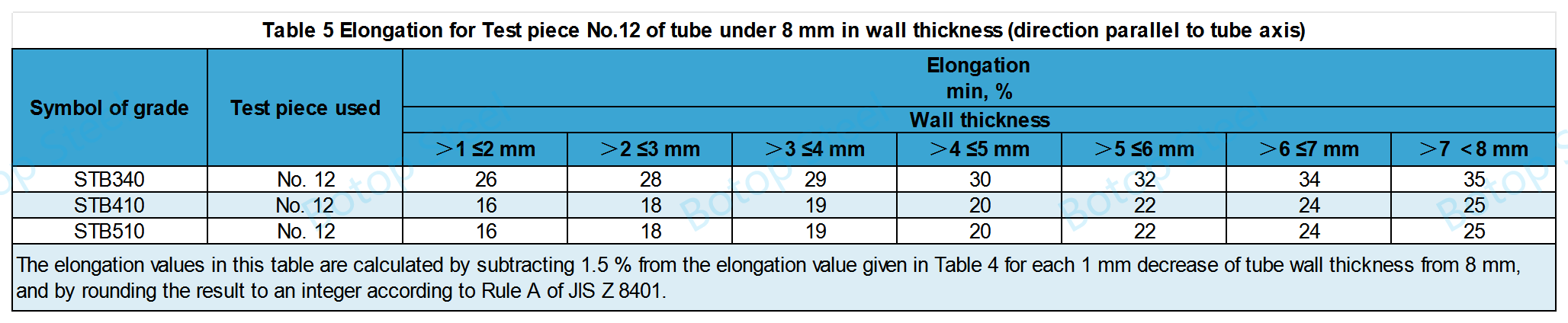
8 mm et kalınlığına sahip boru için 12 numaralı deney parçası üzerinde çekme deneyi yapıldığında uzama Tablo 5'e uygun olacaktır.
Düzleşme Direnci
Dikişsiz çelik borularda düzleştirme direnci deneyine gerek yoktur.
Test Yöntemi Numuneyi makineye yerleştirin ve iki platform arasındaki mesafe belirtilen değere ulaşana kadar düzleştirinHDaha sonra numunede çatlak olup olmadığını kontrol edin.
Kritik dirençli kaynaklı boruların testinde, kaynak ile borunun merkezi arasındaki çizgi, sıkıştırma yönüne diktir.
H=(1+e)t/(e+t/D)
H: baskı plakaları arasındaki mesafe (mm)
t: borunun duvar kalınlığı (mm)
D: borunun dış çapı (mm)
е: her tüp sınıfı için tanımlanan sabit.STB340: 0,09;STB410: 0,08;STB510: 0.07.
Parlayan Mülkiyet
Dikişsiz borular için Flaring Özelliği testi gerekli değildir.
Numunenin bir ucu, dış çapı 1,2 kat büyütülene kadar oda sıcaklığında (5°C ila 35°C) konik bir aletle 60° açıyla genişletilir ve çatlaklar açısından incelenir.
Bu şart, dış çapı 101,6 mm'den büyük olan borular için de geçerlidir.
Ters Düzleşme Direnci
Ters düzleştirme deney parçası ve deney yöntemi aşağıdaki gibi olacaktır.
Borunun bir ucundan 100 mm uzunluğunda bir test parçası kesin ve test parçasını, çevrenin her iki tarafında kaynak hattından 90° açıyla ikiye kesin, kaynak içeren kısmı test parçası olarak alın.
Oda sıcaklığında (5 °C ila 35 °C) numuneyi kaynak üstte olacak şekilde bir plaka haline getirin ve numunede kaynakta çatlak olup olmadığını kontrol edin.
Sertlik Testi
| Derece sembolü | Rockwell sertliği (üç pozisyonun ortalama değeri) HRBW |
| STB340 | 77 maks. |
| STB410 | 79 maks. |
| STB510 | 92 maks. |
Hidrolik Test veya Tahribatsız Test
Her boruya hidrolik veya tahribatsız test uygulanacaktır.
Hidrolik Test
Borunun iç kısmını en az 5 saniye boyunca minimum veya daha yüksek basınç P'de tutun, ardından borunun sızıntı olmadan basınca dayanabildiğini kontrol edin.
P=2./D
P: test basıncı (MPa)
t: borunun duvar kalınlığı (mm)
D: borunun dış çapı (mm)
s: Belirtilen minimum akma noktası veya dayanım gerilimi değerinin %60'ı.
Basınç maksimum 10 MPa.
Alıcı, hesaplanan test basıncı P veya 10 MPa'dan daha büyük bir basınç belirtirse, uygulanan test basıncı Alıcı ve üretici tarafından kararlaştırılacaktır.
10 MPa'dan az ise 0,5 MPa artışlarla, 10 MPa ve üzeri ise 1 MPa artışlarla belirtilecektir.
Tahribatsız Muayene
Çelik boruların tahribatsız muayenesi ultrasonik veya girdap akımı testi ile yapılmalıdır.
Ultrasonik muayene özellikleri için, JIS G 0582'de belirtilen UD sınıfı bir referans standardını içeren bir referans numunesinden gelen sinyal bir alarm seviyesi olarak kabul edilecek ve alarm seviyesine eşit veya daha büyük bir temel sinyale sahip olacaktır.
Eddy akımı muayene karakteristikleri için, EY kategorisine sahip JIS G 0583'te belirtilen referans standardından gelen sinyal alarm seviyesi olarak kabul edilecek ve alarm seviyesine eşit veya daha büyük bir sinyal olmayacaktır.
JIS G 3461 Boru Ağırlık Tablosu
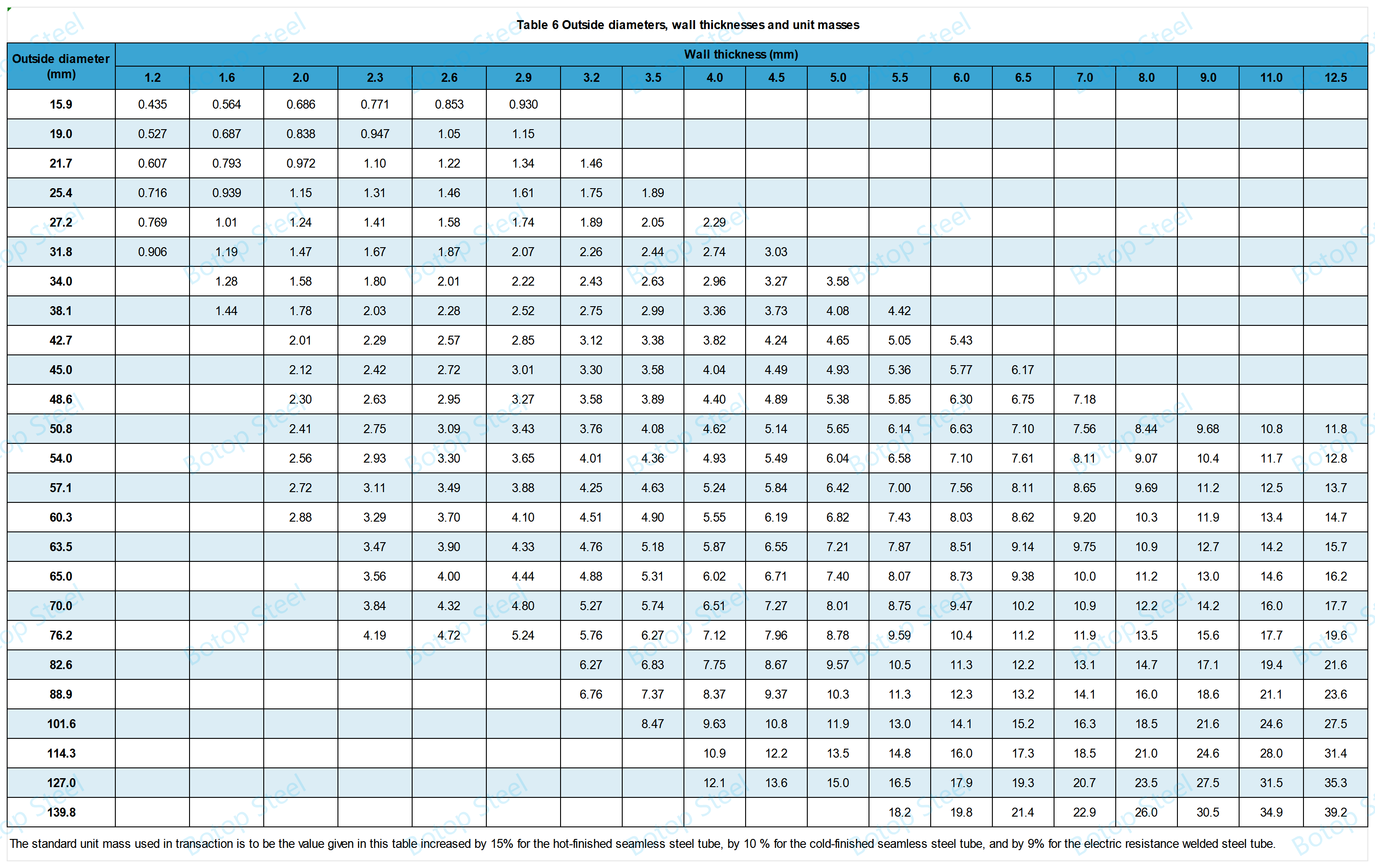
Ağırlık tablosundaki veriler aşağıdaki formüle dayanmaktadır.
W=0,02466t(Dt)
W: borunun birim kütlesi (kg/m)
t: borunun duvar kalınlığı (mm)
D: borunun dış çapı (mm)
0,02466: W'yi elde etmek için dönüşüm faktörü
Yukarıdaki formül 7,85 g/cm³ çelik boru yoğunluğuna dayalı bir dönüşüm olup sonuçlar üç anlamlı rakama yuvarlanmıştır.
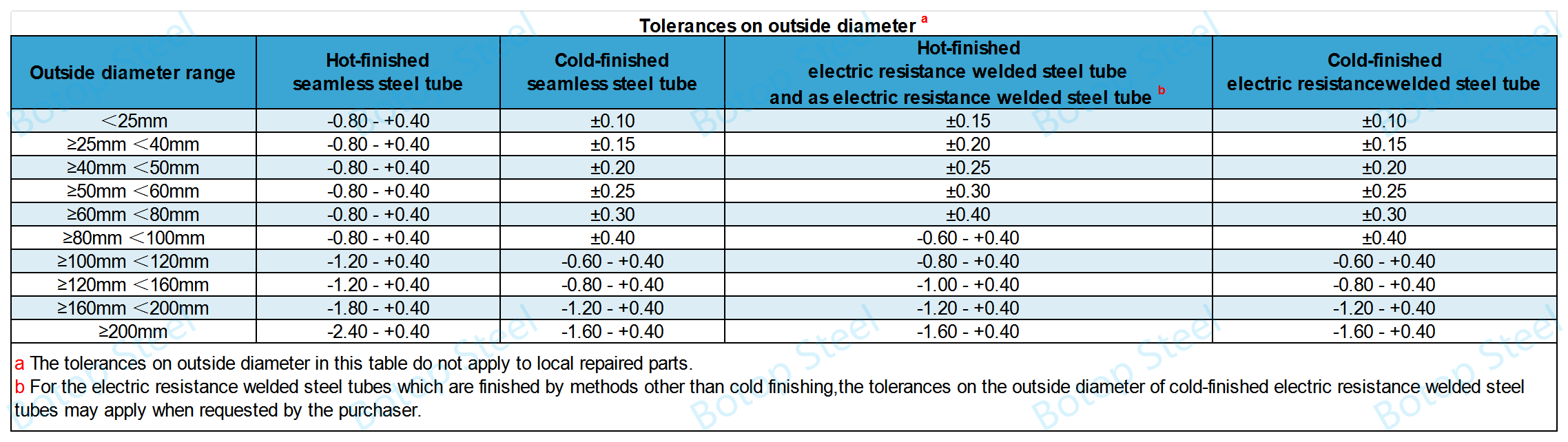
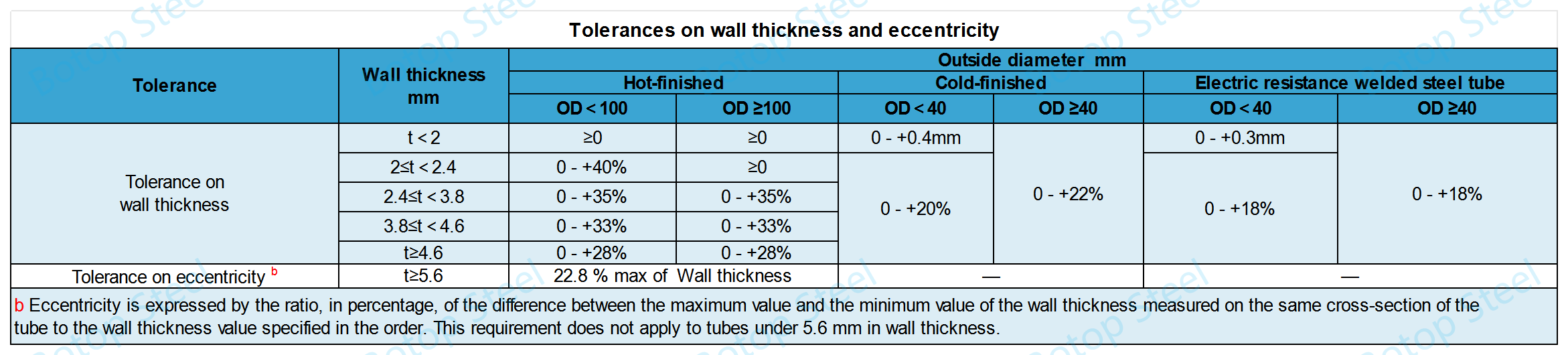
JIS G 3461'in Boyutsal Toleransı
Dış Çap Toleransları
Duvar Kalınlığı ve Eksantriklik Toleransları
Uzunluk Toleransları

Dış görünüş
Çelik borunun iç ve dış yüzeyleri pürüzsüz ve kullanıma elverişsiz kusurlardan arındırılmış olmalıdır. Çelik boruların direnç kaynağında iç kaynak yüksekliği ≤ 0,25 mm olmalıdır.
Dış çapı ≤ 50,8 mm veya et kalınlığı ≤ 3,5 mm olan çelik borular için İÇ KAMPLAR ≤ 0,15 mm gerekebilir.
Çelik borunun yüzeyi taşlama ve kırma, işleme veya diğer yöntemlerle onarılabilir. Onarılan duvar kalınlığı
Belirtilen duvar kalınlığı toleransı içerisinde olmalı ve onarılan parçanın yüzeyi pürüzsüz olmalıdır.
İşaretleme
Aşağıdaki bilgileri etiketlemek için uygun bir yaklaşım benimseyin.
a) Derecelendirme sembolü;
b) Üretim yönteminin sembolü;
c) Boyutlar: dış çap ve duvar kalınlığı;
d) Üreticinin adı veya tanımlayıcı markası.
JIS G 3461 Başvuruları
Genellikle kazanlarda su boruları, baca boruları, kızdırıcı boruları ve hava ön ısıtıcı borularında kullanılan bu karbon çelik borular, borunun içinde ve dışında ısı alışverişini gerçekleştirmek için kullanılır.
Ayrıca bu borular kimya ve petrol endüstrisinde ısı değiştirici boruları, kondenser boruları ve katalizör boruları olarak yaygın olarak kullanılmaktadır.
Ancak yanmalı ısıtıcı boruları ve düşük sıcaklıklardaki ısı değiştirici boruları için uygun değildirler.
JIS G 3461 Eşdeğer Standardı

İlgili Ürünlerimiz
Botop Steel, 2014 yılında kurulduğu günden bu yana, mükemmel hizmeti, yüksek kaliteli ürünleri ve kapsamlı çözümleriyle tanınan, Kuzey Çin'in önde gelen karbon çelik boru tedarikçilerinden biri haline gelmiştir. Şirket, dikişsiz, ERW, LSAW ve SSAW çelik borular dahil olmak üzere çeşitli karbon çelik borular ve ilgili ürünlerin yanı sıra eksiksiz bir boru bağlantı parçaları ve flanş yelpazesi sunmaktadır.
Özel ürünleri arasında, çeşitli boru hattı projelerinin taleplerini karşılamak üzere tasarlanmış yüksek kaliteli alaşımlar ve östenitik paslanmaz çelikler de yer almaktadır.
Etiketler: jis g 3461, stb310, stb410, stb510, karbon çelik boru, tedarikçiler, üreticiler, fabrikalar, stokçular, şirketler, toptan, satın al, fiyat, teklif, toplu, satılık, maliyet.
Gönderim zamanı: 11 Mayıs 2024