




| ТЕХНІЧНІ ХАРАКТЕРИСТИКИ ДЛЯ СТАЛЕВИХ ТРУБ LSAW | |
| 1. Розмір | 1) Зовнішній діаметр: 406 мм-1500 мм |
| 2) Товщина стінки: 8 мм-50 мм | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Стандарт: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 тощо |
| 3. Матеріал | ASTM A53 Гр. B,API 5L Гр. B,X42,X52,X60,X70,X80,S235JR,S355J0H тощо |
| 4. Використання: | 1) рідина низького тиску, вода, газ, нафта, трубопровід |
| 2) конструкція труби, конструкція трубопровідних паль | |
| 3) огорожа, дверна труба | |
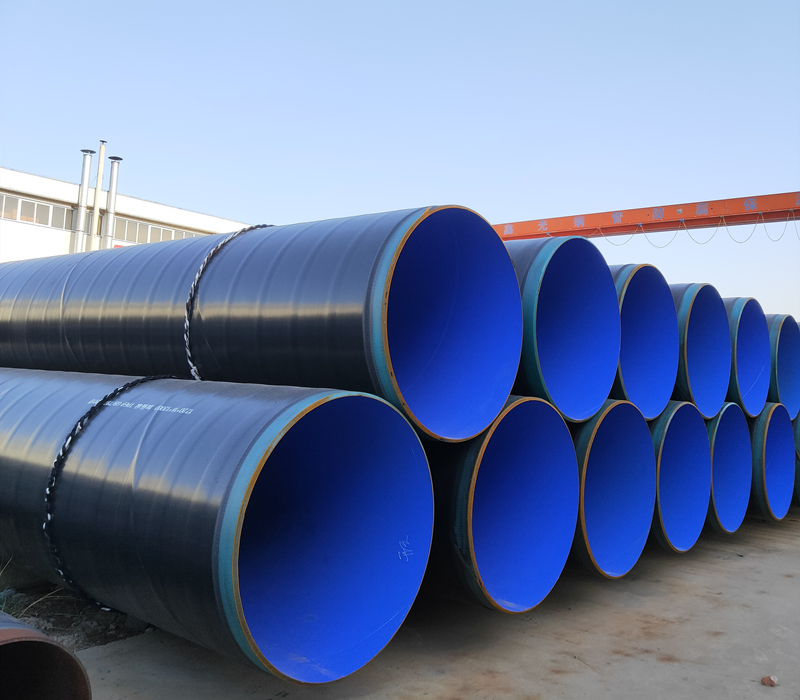
| 5. Покриття | 1) Оголений 2) Чорне фарбування (лакове покриття) 3) Оцинкований 4) Змащений олією 5) PE, 3PE, FBE, композиційне стійке покриття, антикорозійне покриття |
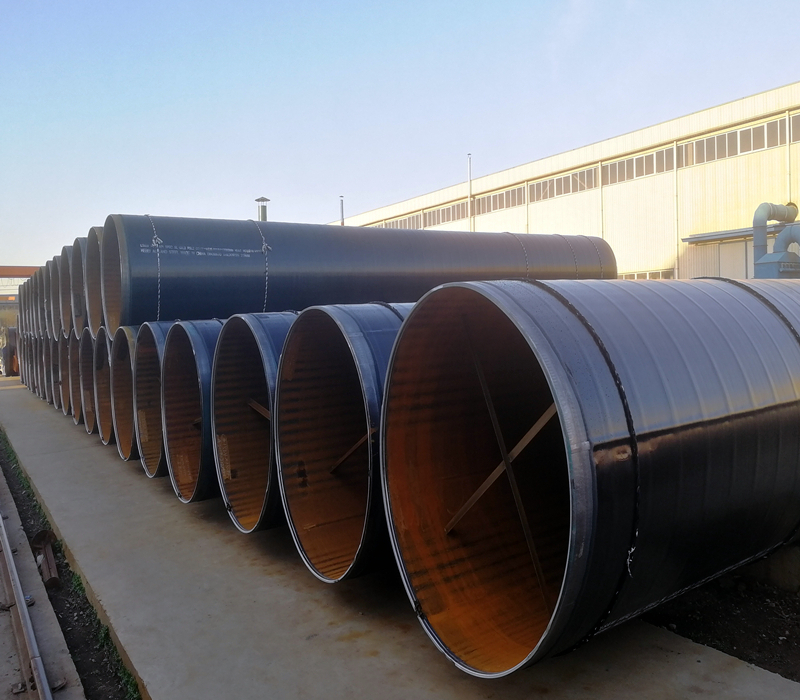
| 6. Техніка | поздовжньо зварена сталева труба |
| 7. Інспекція: | З гідравлічними випробуваннями, вихрострумовим випробуванням, RT, UT або перевіркою третьою стороною |
| 8. Доставка | Контейнер, судно для насипних вантажів. |
| 9. Про нашу якість: | 1) Без пошкоджень, без погнутостей 2) без задирок, гострих країв та обрізків 3) Безкоштовно для змащення та маркування 4) Усі товари можуть бути перевірені сторонньою інспекцією перед відправкою |

Інженерний кейс Гонконгу

Інженерний кейс Катару

Інженерний кейс Туреччини

Труба LSAWвикористовує технологію дугового зварювання під флюсом, використовуючи зварювання з наповнювачем, захист від частинок флюсом під флюсом.
LSAW – це англійська абревіатура від frust-duge weld straight sheat steel pipe (сталеві труби, зварені під флюсом з прямого шва). Процес виробництва сталевих труб, зварених під флюсом з прямого шва, включає технологію формування JCOE (Joint Code Code), технологію дугового зварювання під флюсом з прямим швом та технологію формування UOE (Union Oil Embedded Generation - технологію формування рулонів).
Процес виготовлення труб, зварених під флюсом (LSAW), виглядає наступним чином:
Ультразвукове зондування пластини → фрезерування кромок → попереднє згинання → формування → попереднє зварювання → внутрішнє зварювання → зовнішнє зварювання → ультразвуковий контроль → рентгенівський контроль → розширення → гідравлічне випробування → 1. Зняття фаски → ультразвуковий контроль → рентгенівський контроль → магнітопорошковий контроль кінця труби

| Вимоги до розтягу | |||
| 1 клас | 2 клас | 3 клас | |
| Міцність на розрив, хв, psi (МПа) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Межа плинності або межа текучості, хв, psi (МПа) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Базове мінімальне видовження для номінальної товщини стінки 7,9 мм (6 дюймів) або більше: видовження на 203,2 мм (8 дюймів), мін, %; видовження на 50,8 мм (2 дюйми), мін, % | 18 30 | 14 25 | ... 20 |
| Для номінальної товщини стінки менше ніж 7,9 мм (6 дюймів), відрахування від базового мінімального видовження на 50,08 мм (2 дюйми) для кожного зменшення номінальної товщини стінки нижче 7,9 мм (6 дюймів) на 0,8 мм (Vzi) у відсоткових пунктах | 1,5 А | 1,25 А | 1,0 А... |

Гідростатичні випробування

Неруйнівне тестування (НДТ)

Неруйнівне тестування (NTD)
Випробування на згинання—Достатня довжина труби повинна бути зігнута в холодному стані на 90° навколо циліндричного оправлення.
Випробування на сплющенняХоча випробування не є обов'язковим, труба повинна бути здатною відповідати вимогам випробування на сплющення.
Гідростатичне випробування—За винятком дозволених випадків, кожен відрізок труби повинен бути підданий гідростатичному випробуванню без протікання через стінку труби.
Неруйнівний електричний контроль-Як альтернатива гідростатичному випробуванню, повне тіло кожної труби має бути випробуване неруйнівним електричним методом. Якщо проводиться неруйнівний електричний контроль, довжини повинні бути позначені літерами «NDE».
Ультразвукове тестування
Дослідження вихровими струмами
Гола труба, чорне покриття (на замовлення);
Обидва кінці з торцевими захисними кожухами;
Звичайний кінець, скошений кінець;
Маркування.




| Зовнішній діаметр | Зовнішній діаметр трубопровідних паль не повинен відрізнятися від заданого зовнішнього діаметра більше ніж на ±1%. | ||
| Товщина стінки | Товщина стінки в будь-якій точці не повинна бути більш ніж на 12,5% меншою за задану номінальну товщину стінки. | ||
| Довжини | Палі для труб повинні постачатися одинарної випадкової довжини, подвійної випадкової довжини або однорідної довжини, як зазначено в замовленні на закупівлю, відповідно до наступних обмежень: | Одинарні випадкові довжини | від 16 до 25 футів (від 4,88 до 7,62 мм), дюймів |
| Подвійні випадкові довжини | Понад 25 футів (7,62 м) з мінімальним середнім зростом 35 футів (10,67 м) | ||
| Рівномірна довжина | довжина, як зазначено, з допустимим відхиленням ±1 дюйм. | ||
| Вага | Кожну довжину трубної палі потрібно зважувати окремо, а її вага не повинна відрізнятися більше ніж на 15% від теоретичної ваги або на 5% від неї, розрахованої з використанням її довжини та ваги на одиницю довжини. | ||










