
Сталеві труби JIS G 3456Труби з вуглецевої сталі в першу чергу підходять для використання в експлуатаційних середовищах із зовнішнім діаметром від 10,5 мм до 660,4 мм за температури понад 350 ℃.

Кнопки навігації
Класифікація класів JIS G 3456
Сировина
Виробничі процеси JIS G 3456
Кінець труби
Гаряча обробка
Хімічні компоненти JIS G 3456
Випробування на розтяг за стандартом JIS G 3456
Експеримент зі сплющенням
Випробування на гнучкість
Гідравлічні випробування або неруйнівний контроль (НДК)
Таблиця ваги труб та перелік труб за стандартом JIS G 3456
Допуски розмірів
Зовнішній вигляд
Маркування JIS G 3456
Застосування сталевих труб JIS G 3456
Стандарти, пов'язані з JIS G 3456
Наші супутні товари
Класифікація класів JIS G 3456
Стандарт JIS G 3456 має три ступені міцності труби на розтяг.
STPT370, STPT410 та STPT480
Вони являють собою труби з мінімальною міцністю на розтяг 370, 410 та 480 Н/мм² (МПа) відповідно.
Сировина
Труби повинні бути виготовлені зі спокійної сталі.
Спокійна сталь – це особливий тип сталі, що характеризується додаванням певних елементів, таких як алюміній та кремній, під час процесу плавлення для поглинання та зв'язування кисню та інших шкідливих домішок у сталі.
Цей процес ефективно видаляє гази та домішки, тим самим покращуючи чистоту та однорідність сталі.
Виробничі процеси JIS G 3456
Виготовлено з використанням відповідного поєднання процесів виробництва труб та методів оздоблення.
| Символ класу | Символ виробничого процесу | ||
| Процес виробництва труб | Спосіб обробки | Маркування | |
| STPT370 STPT410 STPT480 | Безшовні:S | Гаряче оброблення:H Холодного оздоблення:C | Як зазначено в 13 b). |
| Електрозварювання контактом:E Стикове зварювання:B | Гаряче оброблення:H Холодного оздоблення:C Як зварюється електричним контактом:G | ||
ДляСТПТ 480труби марки, слід використовувати лише безшовні сталеві труби.
Якщо використовується контактне зварювання, зварні шви на внутрішній та зовнішній поверхнях труби повинні бути видалені для отримання гладкого зварного шва.
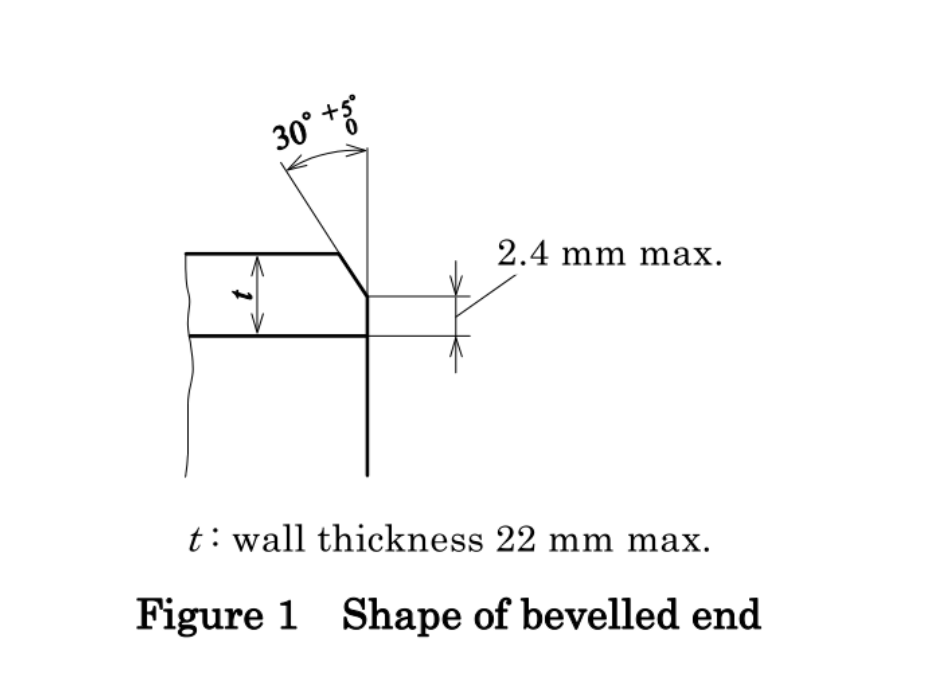
Кінець труби
Труба повинна бутиплоский кінець.
Якщо трубу потрібно обробити зі скошеним кінцем, для сталевої труби товщиною стінки ≤ 22 мм кут скосу становить 30-35°, ширина скосу краю сталевої труби: максимум 2,4 мм.
Товщина стінки сталевої труби більше 22 мм з похилим кінцем, як правило, обробляється як композитний скошений кінець, впровадження стандартів може посилатися на відповідні вимоги ASME B36.19.
Гаряча обробка
Виберіть відповідний процес термічної обробки відповідно до сорту та виробничого процесу.

Хімічні компоненти JIS G 3456
Випробування хімічного складу
Метод теплового аналізу повинен відповідати JIS G 0320.
Метод аналізу продукту повинен відповідати JIS G 0321.
| Символ класу | C(Вуглець) | Si(Кремній) | Mn(Марганець) | P(Фосфор) | S(Сірка) |
| макс. | макс. | макс. | |||
| STPT370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Допуски хімічного складу
Безшовні сталеві труби повинні відповідати допускам, зазначеним у таблиці 3 стандарту JIS G 0321.
Сталеві труби, зварені контактним зварюванням, повинні відповідати допускам, зазначеним у таблиці 2 стандарту JIS G 0321.
Випробування на розтяг за стандартом JIS G 3456
Методи випробувань: Методи випробувань повинні відповідати стандартам JIS Z.2241.
Труба повинна відповідати вимогам, наведеним у таблиці 4, щодо міцності на розтяг, межі текучості та видовження.
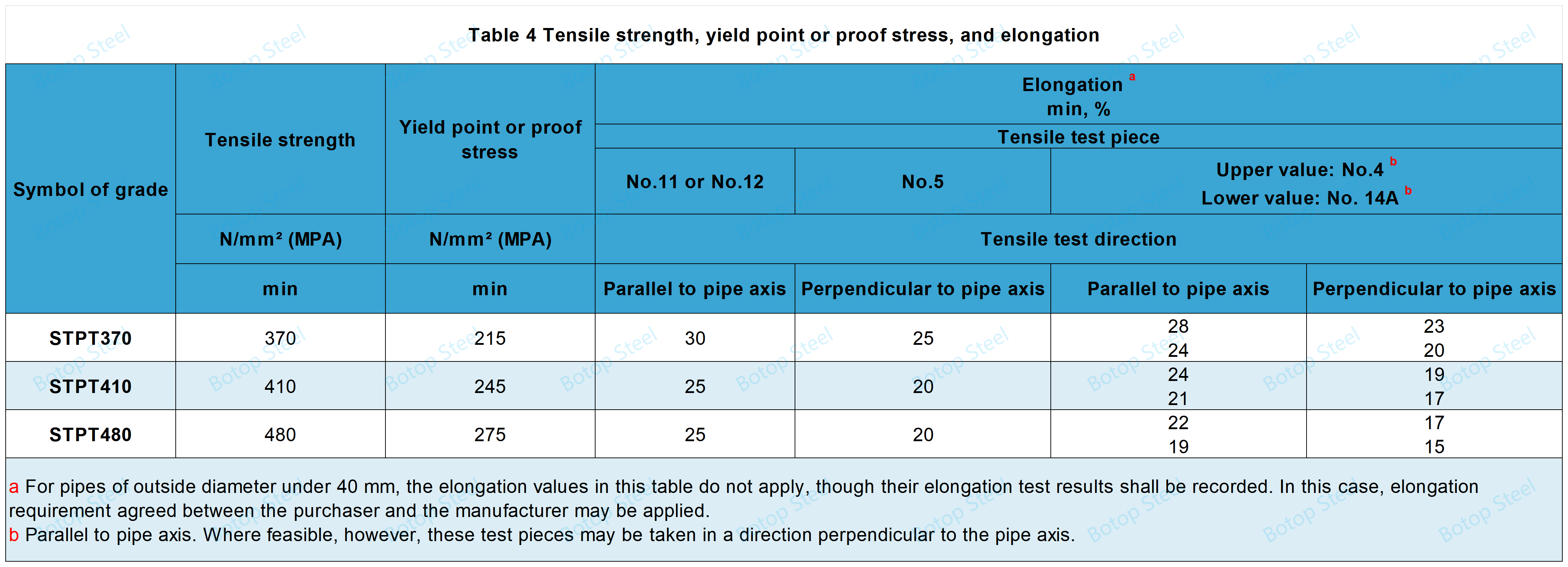
Випробувальний зразок повинен бути № 11, № 12 (№ 12A, № 12B або № 12C), № 14A, № 4 або № 5, зазначених у JIS Z 2241.
Діаметр випробувального зразка № 4 повинен становити 14 мм (калибрована довжина 50 мм).
Зразки для випробування № 11 та № 12 слід відбирати паралельно осі труби,
Зразки для випробування № 14A та № 4, паралельно або перпендикулярно до осі труби,
та випробувальний зразок № 5, перпендикулярно до осі труби.
Зразок № 12 або № 5, взятий зі сталевої труби, звареної електроконтактним зварюванням, не повинен містити зварного шва.
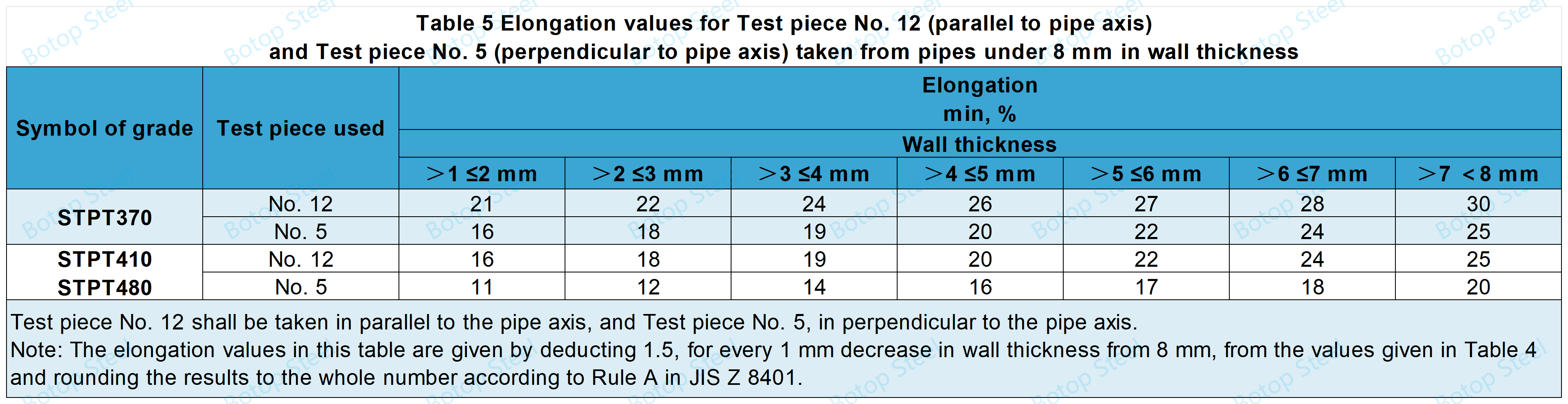
Для випробування на розтяг труб товщиною менше 8 мм, що проводиться з використанням зразка № 12 або зразка № 5, застосовуються вимоги щодо видовження, наведені в таблиці 5.
Експеримент зі сплющенням
За кімнатної температури (5°C - 35°C) розрівняйте зразок між двома платформами, доки він невідстань (H) між ними досягає заданого значення, а потім перевіряють наявність тріщин.
H=(1+e)t/(e+t/D)
нвідстань між плитами (мм)
t: товщина стінки труби (мм)
Dзовнішній діаметр труби (мм)
е: константа, визначена для кожного сорту труби:
0,08 для STPT370,
0,07 для STPT410 та STPT480
Випробування на гнучкість
Згинальність застосовується до труб із зовнішнім діаметром 60,5 мм або менше.
Метод випробування. За кімнатної температури (від 5°C до 35°C) згинайте випробуваний зразок навколо оправки, доки внутрішній радіус не стане в 6 разів більшим за зовнішній діаметр труби, та перевіряйте наявність тріщин. У цьому випробуванні зварний шов повинен бути розташований приблизно під кутом 90° від крайньої точки згину.
Випробування на гнучкість також може бути проведене відповідно до вимоги, щоб внутрішній радіус був у чотири рази більшим за зовнішній діаметр труби, а кут вигину становив 180°.
Гідравлічні випробування або неруйнівний контроль (НДК)
Гідравлічне випробування або неруйнівний контроль повинні бути проведені на кожній трубі.
Гідравлічне випробування
Утримуйте трубу щонайменше 5 секунд під мінімальним тиском гідравлічного випробування, зазначеним у таблиці, та переконайтеся, що труба здатна витримувати тиск без витоків.
Гідравлічний час визначається відповідно до графіка сталевих труб.
| Таблиця 6 Мінімальний тиск гідравлічного випробування | ||||||||||
| Номінальна товщина стінки | Номер розкладу: Шк. | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Мінімальний тиск гідравлічного випробування, МПа | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Неруйнівний контроль
Якщо використовується ультразвуковий контроль, сигнали від еталонних зразків, що містять еталонні стандарти типу UD, як зазначено в JIS G 0582, повинні використовуватися як рівні тривоги; будь-який сигнал від труби, що дорівнює або перевищує рівень тривоги, повинен відхилятися. Крім того, мінімальна глибина квадратних заглиблень для випробування труб, крім холодного оздоблення, повинна становити 0,3 мм.
Якщо використовується контроль вихровими струмами, як рівень тривоги слід використовувати сигнали стандартного типу EY, як зазначено в JIS G 0583; будь-який сигнал з труби, що дорівнює або перевищує рівень тривоги, є підставою для відхилення.
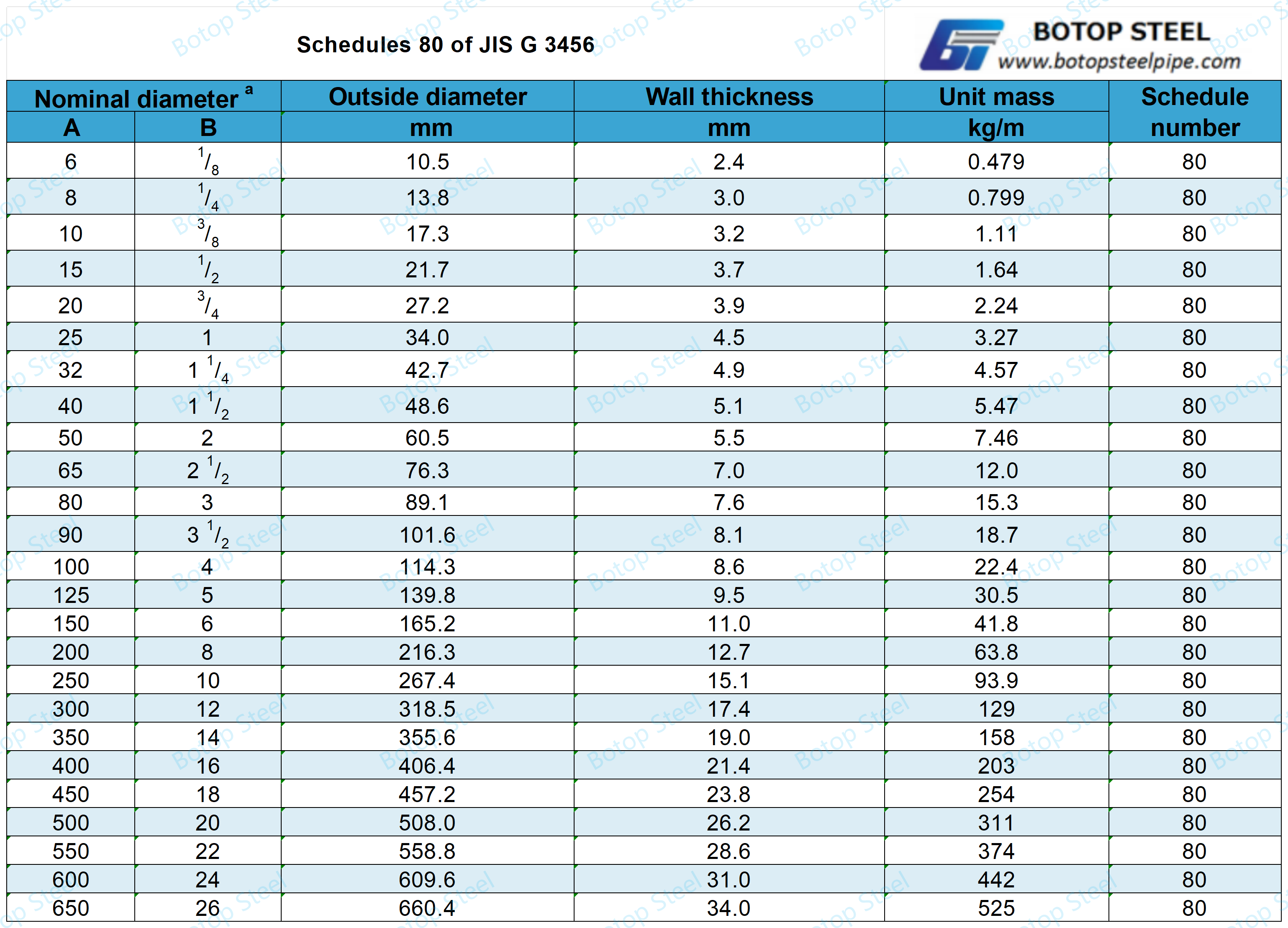
Таблиця ваги труб та перелік труб за стандартом JIS G 3456
Формула розрахунку ваги сталевої труби
Візьміть густину сталевої труби 7,85 г/см³ та округліть результат до трьох значущих цифр.
W=0,02466t(Dt)
W: одинична маса труби (кг/м)
tтовщина стінки труби (мм)
Dзовнішній діаметр труби (мм)
0,02466коефіцієнт перетворення для отримання W
Таблиця ваги труб
Таблиці та графіки ваги труб є важливими довідниками, які зазвичай використовуються в проектуванні трубопроводів.
Розклади труб
Графік — це стандартизоване поєднання товщини стінки та номінального діаметра труби.
Сталеві труби марки Schedule 40 та Schedule 80 широко використовуються в промисловості та будівництві. Це труби звичайних розмірів з різною товщиною стінок та місткістю для різних сценаріїв застосування.
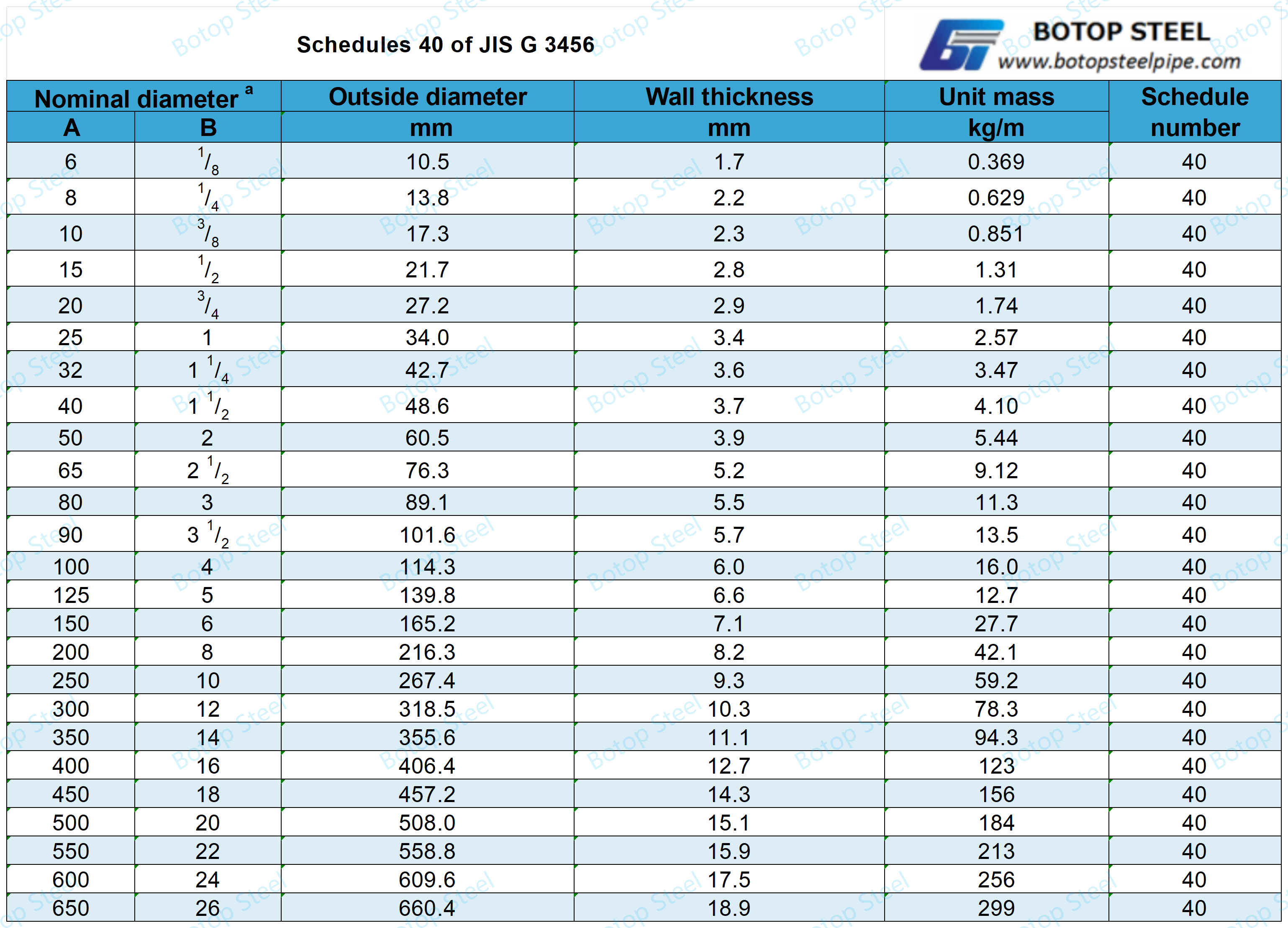
Якщо ви хочете дізнатися більше протаблиця ваги труб та графік трубу стандарті, ви можете натиснути, щоб перевірити це!
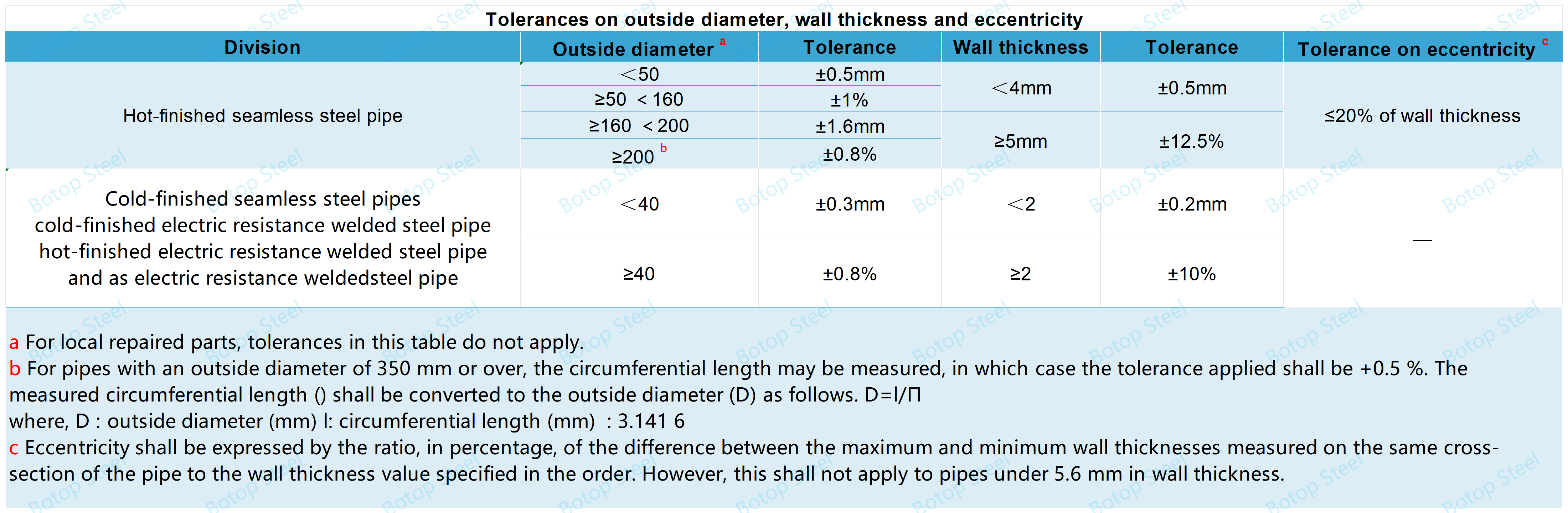
Допуски розмірів
Зовнішній вигляд
Внутрішня та зовнішня поверхні труби повинні бути гладкими та без дефектів, що перешкоджають її використанню.
Труба повинна бути прямою, з кінцями під прямим кутом до осі труби.
Труби можна ремонтувати шліфуванням, механічною обробкою або іншими методами, але товщина відремонтованої стінки повинна залишатися в межах заданих допусків, а відремонтована поверхня повинна мати гладкий профіль.
Товщина стінки відремонтованої труби повинна дотримуватися заданих допусків, а поверхня відремонтованої труби повинна бути гладкою за профілем.
Маркування JIS G 3456
Кожна труба, що проходить перевірку, повинна бути маркована з наступною інформацією. Етикетки можна використовувати на пучках труб малого діаметра.
a) Символ класу
b) Символ виробничого процесу
Символ виробничого процесу має бути таким. Тире можна замінити пробілами.
Гарячеоброблені безшовні сталеві труби:-SH
Холоднооброблені безшовні сталеві труби: -SC
Як зварена електроконтактна сталева труба: -EG
Гарячеоброблена сталева труба, зварена електроконтактним способом: -EH
Холоднооброблена сталева труба, зварена електроконтактним способом: -EC
c) Розміри, виражений як номінальний діаметр × номінальна товщина стінки або зовнішній діаметр × товщина стінки.
d) Назва виробника або ідентифікаційний бренд
Приклад:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
Застосування сталевих труб JIS G 3456
Сталева труба JIS G 3456 зазвичай використовується для обладнання та трубопровідних систем у середовищах з високою температурою та високим тиском, таких як котли, теплообмінники, паропроводи високого тиску, теплові електростанції, хімічні заводи та паперові фабрики.
Стандарти, пов'язані з JIS G 3456
Наведені нижче стандарти застосовні до трубопроводів у середовищах з високою температурою та високим тиском і можуть використовуватися як альтернатива JIS G 3456.
ASTM A335/A335M: застосовується до труб з легованої сталі
DIN 17175: для безшовних сталевих труб
EN 10216-2: для безшовних сталевих труб
GB 5310: застосовується до безшовних сталевих труб
ASTM A106/A106M: Безшовні труби з вуглецевої сталі
ASTM A213/A213M: Безшовні труби та трубки з легованої та нержавіючої сталі
EN 10217-2: Підходить для зварних труб та трубопроводів
ISO 9329-2: Безшовні труби та труби з вуглецевої та легованої сталі
NFA 49-211: для безшовних сталевих труб та трубопроводів
BS 3602-2: для безшовних труб та фітингів з вуглецевої сталі
Ми є виробником і постачальником високоякісних зварних труб з вуглецевої сталі з Китаю, а також постачальником безшовних сталевих труб, пропонуючи вам широкий асортимент сталевих труб! Якщо ви хочете дізнатися більше про сталеві труби, ви можете зв'язатися з нами.
Теги: JIS G 3456, SPTP370, STPT410, STPT480, STPT, постачальники, виробники, фабрики, продавці, компанії, опт, купити, ціна, котирування, оптом, на продаж, вартість.
Час публікації: 29 квітня 2024 р.