



JIS G 3455asosan mexanik qismlar uchun 350 °C yoki undan past haroratlarda yuqori bosimli xizmat ko'rsatish uchun Yaponiya sanoat standarti (JIS).
STS370 po'lat quvurminimal choʻzilish kuchi 370 MPa va minimal oqim kuchi 215 MPa boʻlgan poʻlat quvur boʻlib, uglerod miqdori 0,25% dan oshmaydi va kremniy miqdori 0,10% dan 0,35% gacha boʻladi va asosan qurilish inshootlari, koʻpriklar, bosimli idishlar va kema komponentlari kabi yuqori mustahkamlik va yaxshi payvandlash qobiliyatini talab qiladigan dasturlarda qoʻllaniladi.
JIS G 3455 uchta darajaga ega.STS370, STS410, STA480.
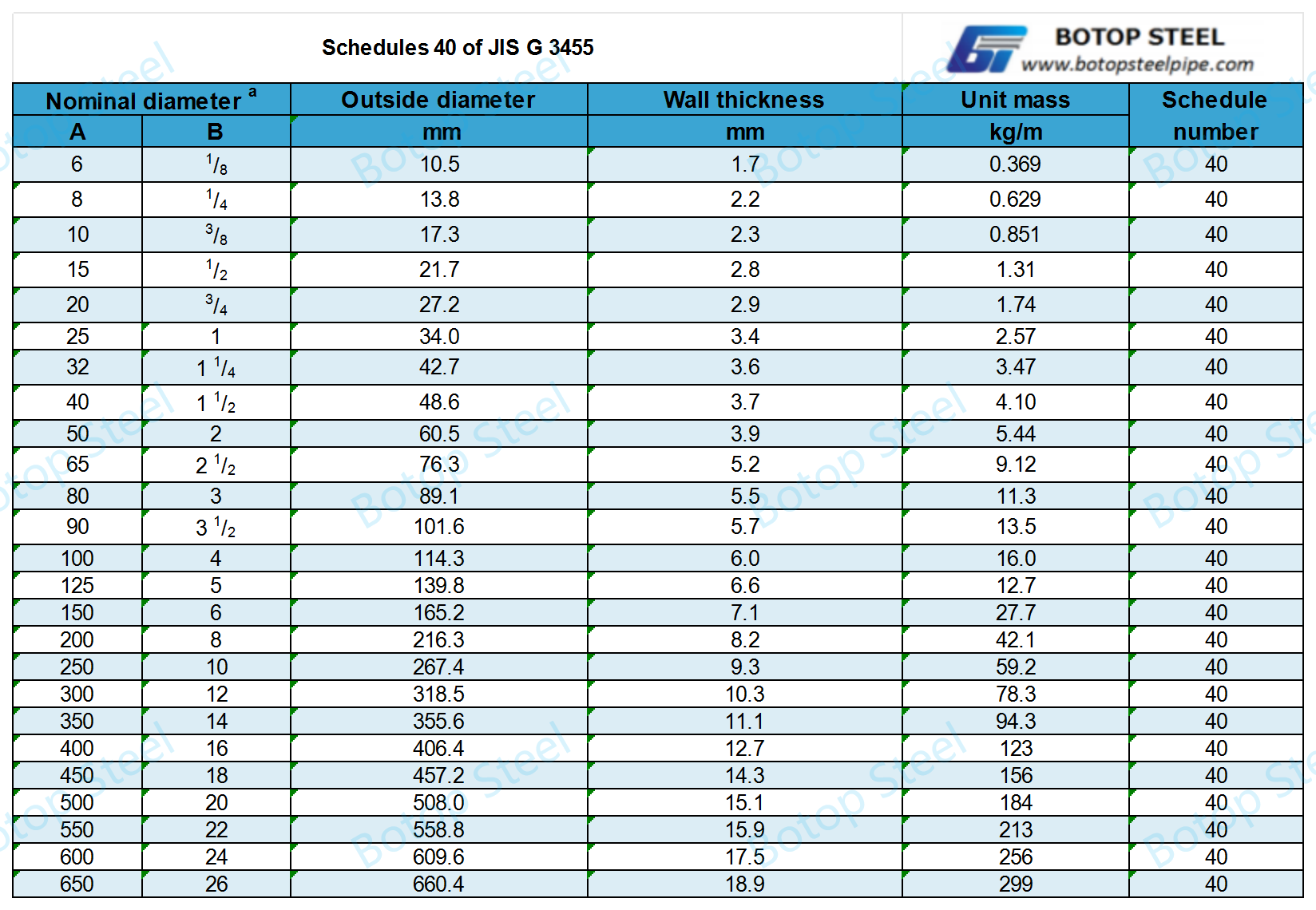
Tashqi diametri 10,5-660,4 mm (6-650A) (1/8-26B).
Quvurlar quyidagilardan ishlab chiqarilishi kerako'ldirilgan po'lat.
Kuydirilgan po'lat - bu quyma yoki boshqa shakllarga quyilishdan oldin to'liq deoksidlangan po'latdir. Jarayon po'lat qattiqlashishidan oldin unga kremniy, alyuminiy yoki marganets kabi deoksidlovchi vositani qo'shishdan iborat. "Kuydirilgan" atamasi qattiqlashish jarayonida po'latda kislorod reaksiyasi sodir bo'lmasligini anglatadi.
Kislorodni yo'qotish orqali, so'yilgan po'lat eritilgan po'latda havo pufakchalari paydo bo'lishining oldini oladi va shu bilan yakuniy mahsulotda g'ovaklik va havo pufakchalarining paydo bo'lishining oldini oladi. Bu esa yuqori mexanik xususiyatlarga va strukturaviy yaxlitlikka ega bo'lgan yanada bir hil va zich po'latga olib keladi.
So'yilgan po'lat, ayniqsa, yuqori sifat va chidamlilikni talab qiladigan dasturlar, masalan, bosimli idishlar, katta inshootlar va yuqori sifat talablariga ega quvurlar uchun juda mos keladi.
Quvurlar ishlab chiqarish uchun so'yilgan po'latdan foydalanish orqali, ayniqsa og'ir yuk va bosimga duchor bo'lgan muhitda, yaxshiroq ishlashga va uzoqroq xizmat qilish muddatiga amin bo'lishingiz mumkin.
Uzluksiz ishlab chiqarish jarayoni va pardozlash usuli yordamida ishlab chiqariladi.

Issiq ishlov berilgan choksiz po'lat quvur: SH;
Sovuq ishlov berilgan choksiz po'lat quvur: SC.
Choksiz ishlab chiqarish jarayoni uchun uni taxminan issiq pardozlash usuli bilan tashqi diametri 30 mm dan ortiq bo'lgan choksiz po'lat quvurlarga va sovuq pardozlash usuli bilan 30 mm ga bo'lish mumkin.
Issiq ishlov berilgan choksiz matoning ishlab chiqarish jarayoni quyidagicha.


Past haroratli tavlash asosan materiallarning ishchanligini oshirish, qattiqlikni kamaytirish va chidamlilikni oshirish uchun ishlatiladi va sovuq ishlov berilgan po'lat uchun mos keladi.
Normallashtirish materialning mustahkamligi va chidamliligini oshirish uchun ishlatiladi, shuning uchun po'lat mexanik stress va charchoqqa bardosh berishga ko'proq mos keladi, ko'pincha sovuq ishlov berilgan po'latning ish faoliyatini yaxshilash uchun ishlatiladi.
Ushbu issiqlik bilan ishlov berish jarayonlari orqali po'latning ichki tuzilishi optimallashtiriladi va uning xususiyatlari yaxshilanadi, bu esa uni talabchan sanoat qo'llanmalarida foydalanish uchun yanada moslashtiradi.
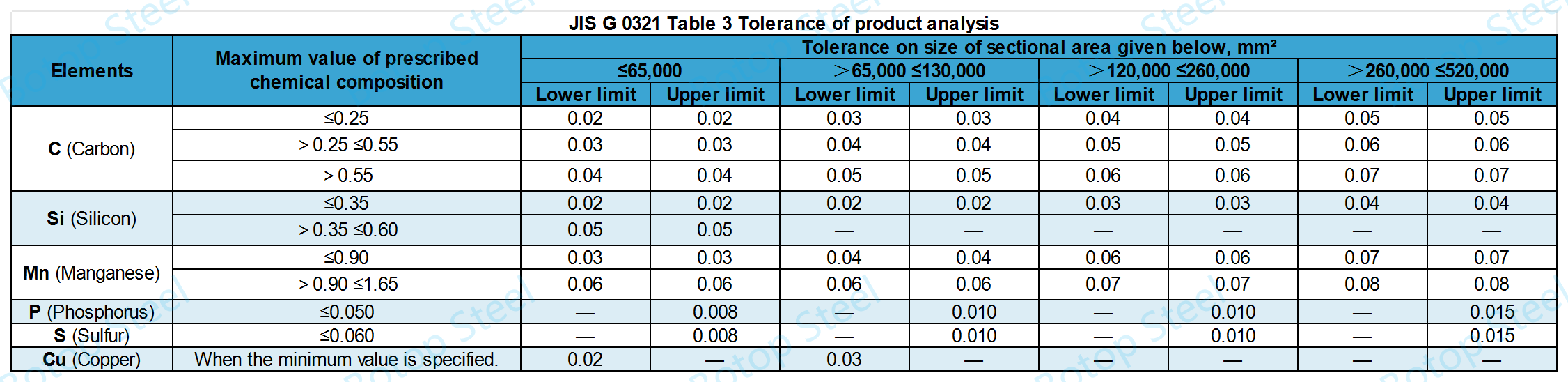
Issiqlik tahlili JIS G 0320 ga muvofiq bo'lishi kerak. Mahsulot tahlili JIS G 0321 ga muvofiq bo'lishi kerak.
| baho | C (uglerod) | Si (kremniy) | Mn (Marganets) | P (Fosfor) | S (Oltingugurt) |
| STS370 | Maksimal 0,25% | 0,10-0,35% | 0,30-1,10% | Maksimal 0,35% | Maksimal 0,35% |
Issiqlik tahliliasosan xom ashyoning kimyoviy tarkibini sinashga qaratilgan.
Xom ashyoning kimyoviy tarkibini tahlil qilish orqali ishlab chiqarish jarayonida talab qilinishi mumkin bo'lgan qayta ishlash bosqichlari va sharoitlarini, masalan, issiqlik bilan ishlov berish parametrlari va qotishma elementlarini qo'shishni oldindan aytib berish va sozlash mumkin.
Mahsulot tahlilitayyor mahsulotning muvofiqligi va sifatini tekshirish uchun tayyor mahsulotlarning kimyoviy tarkibini tahlil qiladi.
Mahsulot tahlili ishlab chiqarish jarayonida mahsulotdagi barcha o'zgarishlar, qo'shimchalar yoki har qanday mumkin bo'lgan aralashmalar nazorat ostida bo'lishini va yakuniy mahsulot texnik xususiyatlar va qo'llash talablariga javob berishini ta'minlaydi.
JIS G 3455 mahsulot tahlilining qiymatlari nafaqat yuqoridagi jadvaldagi elementlarning talablariga, balki bardoshlik diapazoni ham JIS G 3021 3-jadval talablariga javob berishi kerak.
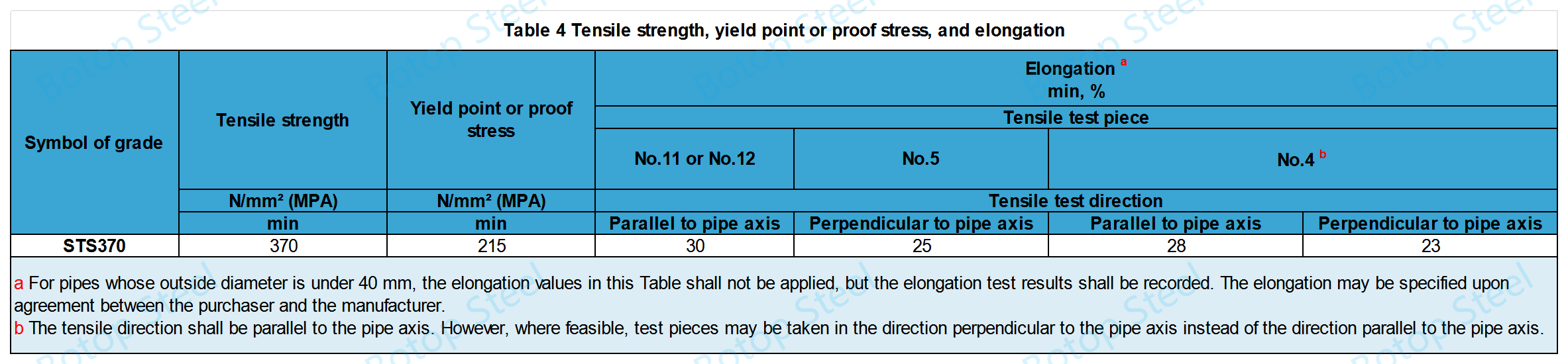
Devor qalinligi 8 mm dan kam bo'lgan quvurlardan olingan 12-sonli sinov qismi (quvur o'qiga parallel) va 5-sonli sinov qismi (quvur o'qiga perpendikulyar) uchun cho'zilish qiymatlari.
| Baho belgisi | Ishlatilgan sinov qismi | Uzayish min, % | ||||||
| Devor qalinligi | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STS370 | 12-raqam | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| 5-raqam | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Ushbu jadvaldagi cho'zilish qiymatlari 4-jadvalda keltirilgan cho'zilish qiymatidan devor qalinligining 8 mm dan har 1 mm kamayishi uchun 1,5% ni ayirish va natijani JIS Z 8401 ning A qoidasiga muvofiq butun songa yaxlitlash orqali olinadi. | ||||||||
Agar xaridor tomonidan boshqacha ko'rsatilmagan bo'lsa, tekislash sinovi o'tkazib yuborilishi mumkin.
Namunani mashinaga joylashtiring va ikki platforma orasidagi masofa belgilangan H qiymatiga yetguncha tekislang. Keyin namunada yoriqlar bor-yo'qligini tekshiring.
Kritik qarshilik bilan payvandlangan quvurni sinovdan o'tkazishda, payvandlash joyi va quvur markazi orasidagi chiziq siqish yo'nalishiga perpendikulyar bo'ladi.
H=(1+e)t/(e+t/D)
H: plitalar orasidagi masofa (mm)
t: quvur devorining qalinligi (mm)
D: Quvurning tashqi diametri (mm)
e:naychaning har bir navi uchun belgilangan doimiy qiymat.STS370 uchun 0,08: STS410 va STS480 uchun 0,07.
Tashqi diametri ≤ 50 mm bo'lgan quvurlar uchun mos keladi.
Namuna 90° burchak ostida egilganda yoriqlarsiz bo'lishi kerak, ichki diametri quvurning tashqi diametridan 6 baravar katta bo'lishi kerak.
Bükme burchagi egilish boshida o'lchanishi kerak.
Har bir po'lat quvur gidrostatik yoki buzilmasdan sinovdan o'tkazilishi kerakquvurning sifati va xavfsizligini ta'minlash hamda foydalanish standartlariga javob berish.
Shlangi sinov
Agar sinov bosimi ko'rsatilmagan bo'lsa, minimal gidrosinov bosimi Quvurlar jadvaliga muvofiq aniqlanadi.
| Nominal devor qalinligi | 40 | 60 | 80 | 100 | 120 ta | 140 ta | 160 ta |
| Minimal gidravlik sinov bosimi, Mpa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Po'lat quvurning tashqi diametrining devor qalinligi po'lat quvurning og'irlik jadvalida standart qiymat bo'lmasa, bosim qiymatini hisoblash uchun formuladan foydalanish kerak.
P=2-chi/D
Psinov bosimi (MPa)
t: quvur devorining qalinligi (mm)
D: quvurning tashqi diametri (mm)
sBerilgan oqim nuqtasi yoki isbot kuchlanishining minimal qiymatining 60%.
Tanlangan reja raqamining minimal gidrostatik sinov bosimi formula bo'yicha olingan P sinov bosimidan oshganda, yuqoridagi jadvalda minimal gidrostatik sinov bosimini tanlash o'rniga P bosimi minimal gidrostatik sinov bosimi sifatida ishlatilishi kerak.
Buzilmaydigan sinov
Po'lat quvurlarni buzmasdan sinovdan o'tkazish quyidagi hollarda amalga oshirilishi kerakultratovush yoki quyma oqim sinovi.
Uchunultratovushtekshirish xususiyatlari, ko'rsatilgan UD sinfining mos yozuvlar standartini o'z ichiga olgan mos yozuvlar namunasidan olingan signalJIS G 0582signal darajasi sifatida qaraladi va signal darajasiga teng yoki undan yuqori asosiy signalga ega bo'lishi kerak.
Standart aniqlash sezgirligiquyuq oqimimtihon EU, EV, EW yoki EX toifalarida ko'rsatilgan bo'lishi kerakJIS G 0583, va ushbu toifadagi mos yozuvlar standartini o'z ichiga olgan mos yozuvlar namunasidagi signallarga teng yoki undan katta signallar bo'lmasligi kerak.
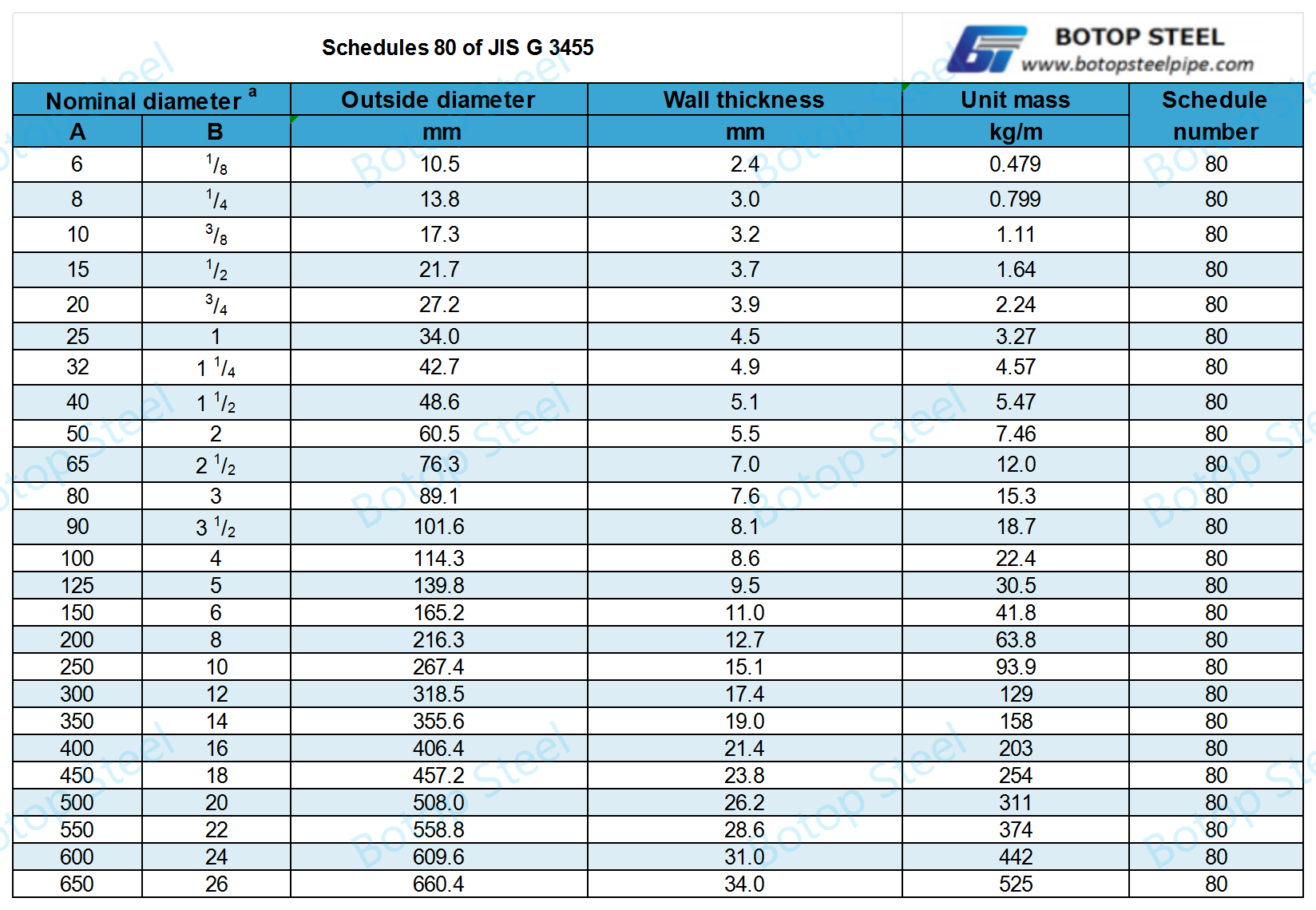
Batafsil ma'lumot uchunQuvur og'irligi jadvallari va quvurlar jadvallaristandart doirasida siz bosishingiz mumkin.
40-jadval quvuri past va o'rta bosimli dasturlar uchun ideal tarzda mos keladi, chunki u o'rtacha devor qalinligini taklif etadi, bu esa ortiqcha og'irlik va xarajatlardan qochadi va shu bilan birga etarli mustahkamlikni ta'minlaydi.
80-jadval quvurlari yuqori bosimli ishlov berishni talab qiladigan sanoat muhitida, masalan, kimyoviy ishlov berish tizimlari va neft va gaz uzatish quvurlarida keng qo'llaniladi, chunki u qalin devor qalinligi tufayli yuqori bosimga va kuchli mexanik ta'sirlarga bardosh bera oladi, bu esa qo'shimcha xavfsizlik, himoya va chidamlilikni ta'minlaydi.
Har bir naycha quyidagi ma'lumotlar bilan etiketlanishi kerak.
a)Baho belgisi;
b)Ishlab chiqarish usulining belgisi;
c)OlchamlariMisol 50AxSch80 yoki 60.5x5.5;
d)Ishlab chiqaruvchining nomi yoki identifikatsiya qiluvchi brend.
Har bir naychaning tashqi diametri kichik bo'lsa va har bir naychani belgilash qiyin bo'lsa yoki xaridor har bir naycha to'plamini belgilashni talab qilsa, har bir to'plam tegishli usul bilan belgilanishi mumkin.
STS370 past bosimli, ammo nisbatan yuqori haroratli suyuqlik uzatish tizimlari uchun javob beradi.
Isitish tizimlariShahar isitish yoki katta binolarni isitish tizimlarida STS370 issiq suv yoki bug'ni tashish uchun ishlatilishi mumkin, chunki u tizimdagi bosim va harorat o'zgarishiga bardosh bera oladi.
Elektr stansiyalariElektr energiyasi ishlab chiqarishda ko'p miqdordagi yuqori bosimli bug 'quvurlari talab qilinadi va STS370 bu quvurlarni ishlab chiqarish uchun ideal materialdir, chunki u uzoq vaqt davomida yuqori harorat va yuqori bosimli ish muhitiga bardosh bera oladi.
Siqilgan havo tizimlariIshlab chiqarish va avtomatlashtirilgan ishlab chiqarish liniyalarida siqilgan havo muhim energiya manbai hisoblanadi va xavfsiz va samarali havo yetkazib berilishini ta'minlash uchun ushbu tizimlar uchun quvurlarni qurish uchun STS370 po'lat quvuri ishlatiladi.
Strukturaviy foydalanish va umumiy mashinalarYaxshi mexanik xususiyatlari tufayli STS370 turli xil strukturaviy va mexanik komponentlarni ishlab chiqarishda, ayniqsa ma'lum bir siqish kuchi talab qilinadigan ilovalarda ham qo'llanilishi mumkin.
JIS G 3455 STS370 yuqori bosimli xizmatlarda ishlatiladigan uglerodli po'lat materialdir. Quyidagi materiallar ekvivalent yoki deyarli ekvivalent deb hisoblanishi mumkin:
1. ASTM A53 B sinfUmumiy strukturaviy va mexanik qo'llanmalar hamda suyuqlik tashish uchun javob beradi.
2. API 5L B darajasiYuqori bosimli neft va gaz tashish quvurlari uchun.
3. DIN 1629 St37.0Umumiy mashinasozlik va kemasozlik uchun.
4. EN 10216-1 P235TR1Yuqori harorat va yuqori bosimli muhit uchun choksiz po'lat quvur.
5. ASTM A106 B sinfYuqori haroratli xizmat ko'rsatish uchun choksiz uglerod po'lat quvur.
6.ASTM A179Past haroratli xizmat ko'rsatish uchun choksiz sovuq tortilgan yumshoq po'lat quvurlar va quvurlar.
7. DIN 17175 St35.8Qozonxonalar va bosimli idishlar uchun choksiz quvur materiallari.
8. EN 10216-2 P235GHYuqori haroratli va yuqori bosimli muhitlar uchun qotishma bo'lmagan va qotishma po'latdan yasalgan choksiz quvurlar va quvurlar.
2014-yilda tashkil etilganidan beri Botop Steel Shimoliy Xitoyda uglerod po'lat quvurlarining yetakchi yetkazib beruvchisiga aylandi, u ajoyib xizmat, yuqori sifatli mahsulotlar va keng qamrovli yechimlar bilan tanilgan. Kompaniya choksiz, ERW, LSAW va SSAW po'lat quvurlari kabi turli xil uglerod po'lat quvurlari va ularga tegishli mahsulotlarni, shuningdek, quvur armaturalari va flanjlarining to'liq assortimentini taklif etadi.
Uning ixtisoslashgan mahsulotlari, shuningdek, turli quvur loyihalari talablarini qondirish uchun moslashtirilgan yuqori sifatli qotishmalar va ostenitik zanglamaydigan po'latlarni ham o'z ichiga oladi.















