
JIS G 3454 po'lat quvurlariBu asosan tashqi diametrlari 10,5 mm dan 660,4 mm gacha va ish harorati 350 ℃ gacha bo'lgan yuqori bosimli bo'lmagan muhitda foydalanish uchun mos bo'lgan karbonli po'lat quvurlardir.
Navigatsiya tugmalari
Daraja tasnifi
Ishlab chiqarish jarayonlari
Issiq daldırma galvanizatsiya - oq quvur
JIS G 3454 ning kimyoviy tarkibi
JIS G 3454 ning mexanik xususiyatlari
Yassilash testi
Bükme testi
Gidravlik sinov yoki buzilmaydigan sinov
O'lchovli toleranslar
JIS G3454 quvurlari og'irligi jadvali va quvurlar jadvallari
Tashqi ko'rinish
JIS G 3454 sirt qoplamasi
Belgilash
JIS G 3454 po'lat quvurining ilovalari
Tegishli mahsulotlarimiz
Daraja tasnifi
JIS G 3454 tayyor po'lat quvurning minimal rentabellik darajasiga ko'ra ikkita sinfga ega.
STPG370, STPG410
Ishlab chiqarish jarayonlari
Quvurlarni ishlab chiqarish jarayonlari va tugatish usullarining tegishli kombinatsiyasidan foydalangan holda ishlab chiqariladi.
| Darajaning belgisi | Ishlab chiqarish jarayonining belgisi | ||
| Quvurlarni ishlab chiqarish jarayoni | Tugatish usuli | Rux qoplamasining tasnifi | |
| STPG370 STPG410 | Uzluksiz:S Elektr qarshilik payvandlangan:E | Issiq tayyor:H Sovuq tayyor:C Elektr qarshilik payvandlanganidek:G | Qora quvurlar: rux qoplamasi berilmagan quvurlar Oq quvurlar: rux bilan qoplangan quvurlar |
Sovuq ishlov berilgan po'lat quvur ishlab chiqarilgandan keyin tavlanadi. Agar kerak bo'lsa, xaridor STPG 410 ga chidamli payvandlangan po'lat quvurning choklarini issiqlik bilan ishlov berishni belgilashi mumkin.
Agar qarshilik payvandlash ishlatilsa, quvur konturi bo'ylab silliq chok olish uchun trubaning ichki va tashqi yuzalarida choklarni olib tashlash kerak. Biroq, ichki yuzada payvandni olib tashlash qiyin bo'lsa, payvandlangan holat saqlanishi mumkin.
Issiq daldırma galvanizatsiya - oq quvur
uchunoqquvur(quvurlar rux bilan qoplangan), sirt tekshiriladiqora quvur(rux qoplamasi berilmagan quvurlar) issiq galvanizatsiyadan oldin qum bilan tozalash, tuzlash yoki boshqa ishlov berish orqali tozalanishi kerak. Issiq daldırma galvanizatsiyasi uchun sink JIS H 2107 1-darajali distillangan sink quymasi yoki teng yoki sifatli sink bo'lishi kerak.
Galvanizatsiya uchun boshqa umumiy talablar JIS H 8641 ga muvofiqdir.
JIS G 3454 ning kimyoviy tarkibi
Analitik sinovlarning umumiy bandlari va namunalar olish va tahlil qilish usullari JIS G 0404 8-bandiga (Kimyoviy tarkibi) muvofiq bo'lishi kerak.
Analitik usul JIS G 0320 ga muvofiq bo'lishi kerak.
| Darajaning belgisi | C (uglerod) | Si (kremniy) | Mn (marganets) | P (fosfor) | S (oltingugurt) |
| maks | maks | maks | maks | ||
| STPG370 | 0,25% | 0,35% | 0,30-0,90% | 0,04% | 0,04% |
| STPG410 | 0,30% | 0,35% | 0,30-1,00% | 0,04% | 0,04% |
JIS G 3454 ning mexanik xususiyatlari
Mexanik sinov uchun umumiy talablar JIS G 0404 7-bandiga (Umumiy talablar) va 9-bandga (Mexanik xususiyatlar) muvofiqdir.
Shu bilan birga, mexanik sinov uchun namunalarni yig'ish usuli JIS G 0404 7.6-bandiga (Namunani yig'ish shartlari va namunalari), A turiga muvofiq bo'lishi kerak.
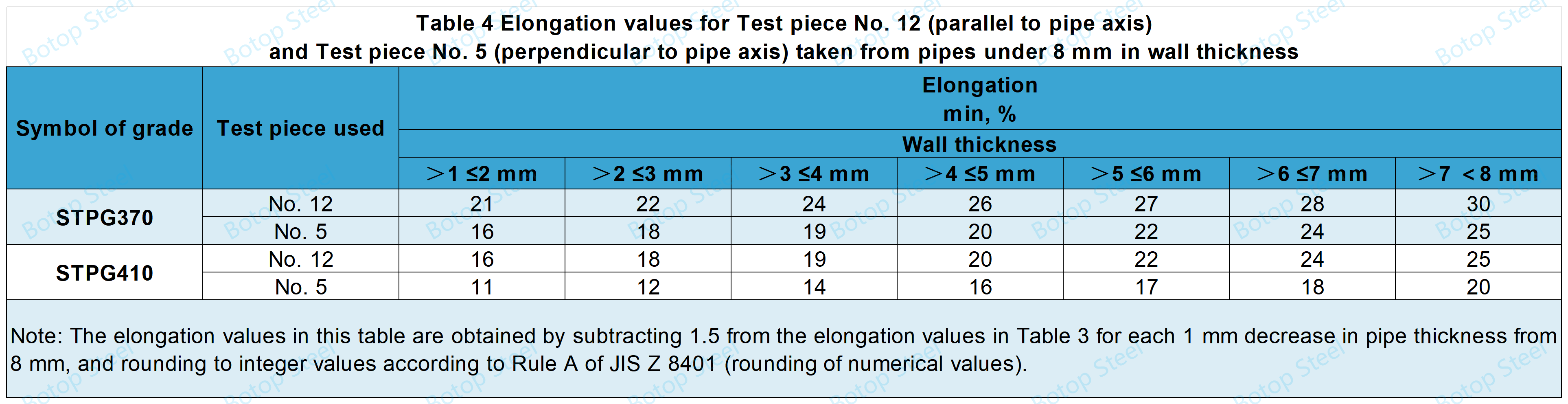
Quvurlarni sinovdan o'tkazuvchilar JIS Z 2241 ga muvofiq sinovlarni o'tkazishi kerak va valentlik kuchi, oqim kuchi va cho'zilish 3-jadvalga muvofiq bo'lishi kerak.
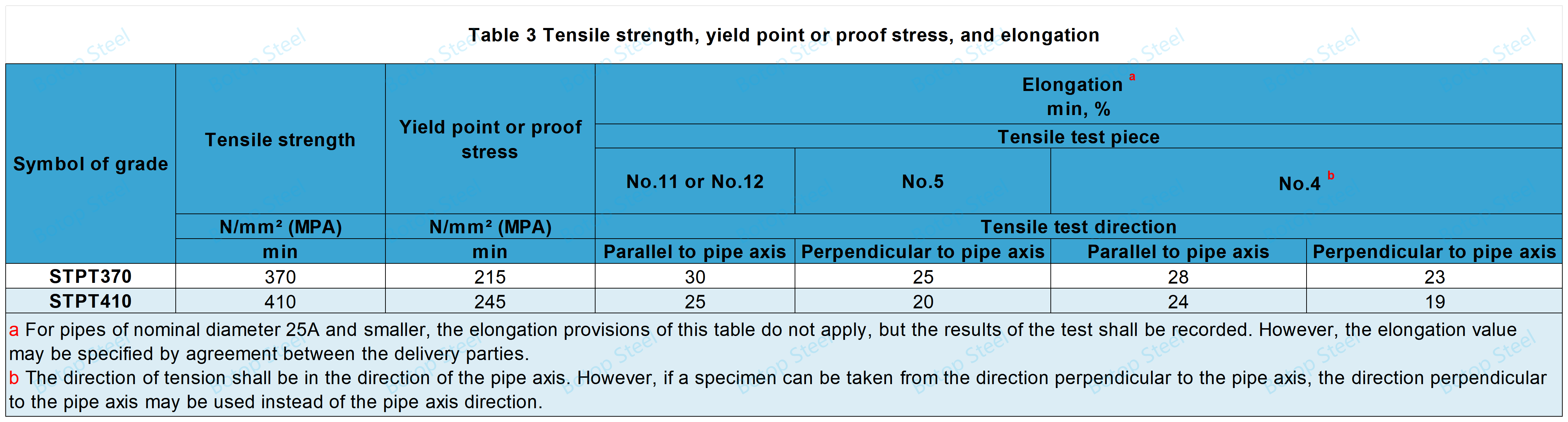
Shu bilan birga, qalinligi 8 mm dan kam bo'lgan quvurlar uchun cho'zilish 12 yoki 5-sonli namunalar yordamida valentlik sinovlari uchun 4-jadvalga muvofiq bo'lishi kerak.
Yassilash testi
Sinov harorati xona harorati (5 ~ 35 ℃) bo'lishi kerak, namuna ikkita tekis plastinka orasiga joylashtiriladi va plitalar orasidagi H masofa belgilangan qiymatdan kam bo'lguncha siqiladi, namuna tekislanganda, po'lat quvur namuna blokining yuzasida yoriq bor yoki yo'qligini kuzating.
H=2/3D bo'lganda, payvand chokida yoriqlar mavjudligini tekshiring.
H=1/3D bo'lganda, payvand chokidan boshqa qismlarda yoriqlar mavjudligini tekshiring.
Choksiz po'lat quvur tekislash sinovidan ozod qilinishi mumkin, ammo quvurning ishlashi qoidalarga muvofiq bo'lishi kerak.
Bükme testi
Tashqi diametri ≤ 40A (48,6 mm) bo'lgan quvurlar uchun qo'llaniladi.
Namuna tashqi diametrdan 6 baravar ichki radius bilan 90 ° ga egilganida yorilib ketmasligi kerak.
Xaridor trubaning tashqi diametridan 4 barobar ko'p bo'lgan 180 egilish burchagi va / yoki ichki radiusni belgilashi mumkin.
Qarshilikka chidamli payvandlangan quvurlar uchun payvand choki egilishning eng tashqi qismidan taxminan 90 ° masofada joylashgan bo'lishi kerak.
Gidravlik sinov yoki buzilmaydigan sinov
Barcha quvurlar gidravlik sinovdan yoki buzilmaydigan sinovdan o'tkazilishi kerak.
Biroq, oq quvurlar uchun bu odatda galvanizatsiyadan oldin amalga oshiriladi.
Gidrosinov yoki buzilmaydigan sinov quvurlar sifatini nazorat qilishning muhim vositasi bo'lib, o'rnatish va foydalanish paytida quvurlarning xavfsizligi va ishonchliligini ta'minlaydi.
Gidrostatik sinov
Quvurga belgilanganidan yuqoriroq gidravlik sinov bosimini qo'llang va uni kamida 5 soniya ushlab turing, quvur bosimga bardosh bera oladimi yoki oqish paydo bo'ladimi.
| 5-jadval Minimal gidravlik sinov bosimi | ||||||
| Nominal devor qalinligi | Jadval raqami: Sch | |||||
| 10 | 20 | 30 | 40 | 60 | 80 | |
| Minimal gidravlik sinov bosimi, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 |
Buzilmaydigan sinov
Ultrasonik sinov (UT) usuli JIS G 0582 ga muvofiq bo'lishi kerak. Biroq, uning o'rniga sun'iy nuqsonlarning UD tasnifidan ko'ra qattiqroq sinov ham qo'llanilishi mumkin.
Eddyning joriy sinov (ET) usuli JIS G 0583 ga muvofiq bo'lishi kerak. Biroq, uni EY Sun'iy nuqsonlar tasnifiga qaraganda qattiqroq sinov bilan almashtirish ham mumkin.
Albatta, uning o'rniga mezonlarga javob beradigan boshqa buzilmaydigan sinov usullari tanlanishi mumkin.
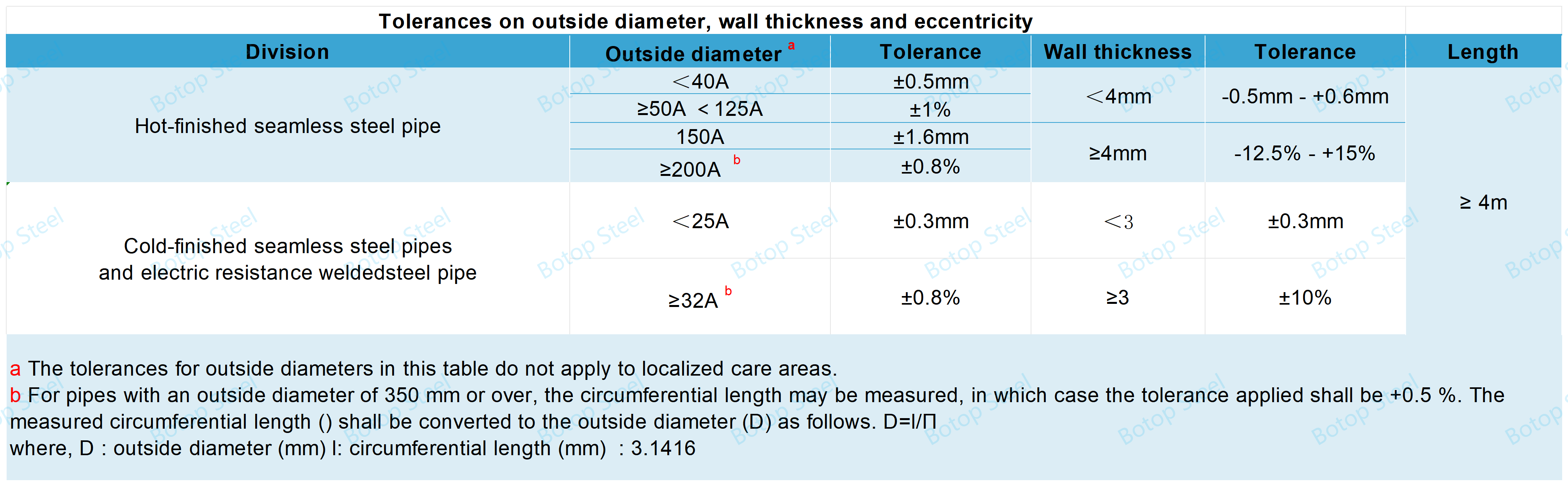
O'lchovli toleranslar
Qarshilik bilan payvandlangan po'lat quvurlarning qalinligi bo'yicha salbiy toleranslar faqat qarshilik bilan payvandlangan po'lat quvurlarni payvandlash uchun qo'llaniladi; ijobiy toleranslar qo'llanilmaydi.
JIS G3454 quvurlari og'irligi jadvali va quvurlar jadvallari
Chelik quvurlarning vaznini hisoblash formulasi
W=0,02466t(Dt)
W: quvurning birlik massasi (kg/m)
t: quvur devor qalinligi (mm)
D: quvurning tashqi diametri (mm)
0,02466: V ni olish uchun konversiya koeffitsienti
Yuqoridagi formula 7,85 g/sm³ po'lat quvurlarning zichligiga asoslangan konvertatsiya bo'lib, natijalar uchta muhim raqamga yaxlitlanadi.
Chelik quvurlarning vazni jadvali
Quvurlar og'irligi jadvallari quvurlarni loyihalash, muhandislik, xarid qilish va qurish jarayonida juda muhim rol o'ynaydi va quvur muhandisligida ajralmas va muhim ma'lumotnoma hisoblanadi.
Quvurlar jadvallari
Quvurlar jadvali - bu quvur o'lchamlarini standartlashtirish uchun ishlatiladigan jadval, odatda trubaning devor qalinligi va nominal diametrini ko'rsatish uchun.
JIS G 3454 da 10, 20, 30, 40, 60 va 80-jadval.
haqida ko'proq ma'lumot olingquvurlar og'irliklari va quvurlar jadvallaristandartlashtirilgan doirasida.
Tashqi ko'rinish
Quvur asosan tekis bo'lishi kerak va uning uchlari asosan trubaning o'qiga perpendikulyar bo'lishi kerak.
Quvurning ichki va tashqi yuzalari yaxshi qoplamali va foydalanish uchun noqulay bo'lgan nuqsonlardan xoli bo'lishi kerak.
Yuzaki ishlov berish silliqlash, ishlov berish va sirt kamchiliklarini bartaraf etish uchun boshqa usullar bilan amalga oshirilishi mumkin, ammo ishlov berishdan keyin qalinligi minimal qalinlikdan kam emas va quvur shakli izchil bo'lib qoladi.
JIS G 3454 sirt qoplamasi
Po'lat quvurlarning ichki va tashqi yuzasi sinkga boy qoplamalar, epoksi qoplamalar, primer qoplamalar, 3PE va FBE kabi antikorozif qoplamalar bilan qoplanishi mumkin.
Belgilash
Tekshiruvdan o'tgan po'lat quvurlar har bir quvur asosida quyidagi ma'lumotlar bilan belgilanishi kerak. Biroq, agar quvurlarning tashqi diametrining kichikligi har bir trubkani alohida belgilashni qiyinlashtirsa, quvurlar to'planishi va har bir to'plamni tegishli tarzda belgilash mumkin.
Belgilash tartibi aniqlanmagan. Bundan tashqari, mahsulot aniqlanishi mumkin bo'lgan taqdirda, etkazib berish taraflari o'rtasidagi kelishuvga ko'ra, ba'zi narsalar qoldirilishi mumkin.
a) daraja belgisi
b) Ishlab chiqarish jarayonining belgisi
Ishlab chiqarish jarayonining belgisi quyidagicha bo'lishi kerak. Chiziqlar bo'sh joylar bilan almashtirilishi mumkin.
Issiq ishlov berilgan choksiz po'lat quvur:-SH
Sovuq ishlov berilgan choksiz po'lat quvur:-SC
Elektr qarshilik payvandlangan po'lat quvur sifatida:-EG
Issiq ishlov berilgan elektr qarshilik payvandlangan po'lat quvur:-EH
Sovuq ishlov berilgan elektr qarshilik payvandlangan po'lat quvur:-EC
c) nominal diametri × nominal devor qalinligi yoki tashqi diametri × devor qalinligi bilan ifodalangan o'lchamlar.
d) Ishlab chiqaruvchining nomi yoki identifikatsiya qiluvchi brendi
Misol: BOTOP JIS G 3454-SH STPG 370 50A×SHC40 HEAT NO.00001
JIS G 3454 po'lat quvurining ilovalari
JIS G 3454 standarti po'lat quvurlari turli xil sanoat va qurilish sohalarida keng qo'llaniladi, asosan turli xil suyuqlik vositalarini tashish uchun ishlatiladi.
Suv ta'minoti tizimlari:JIS G 3454 standartidagi po'lat quvurlari shahar suv ta'minoti tizimlarida, sanoat suv ta'minoti tizimlarida va hokazolarda toza musluk suvi yoki tozalangan suvni tashish uchun ishlatilishi mumkin.
HVAC tizimlari:Ushbu po'lat quvurlar odatda HVAC tizimlarida sovutish suvi yoki issiq suvni uzatish uchun ishlatiladi.
Bosimli idishlar:JIS G 3454 po'lat quvurlari ba'zi bosimli idishlar va qozonlarda ham qo'llaniladi
Kimyoviy korxonalar:Ular turli xil kimyoviy vositalarni uzatish uchun ishlatilishi mumkin.
Neft va gaz sanoati:JIS G 3454 asosan past bosimli tashish uchun mos bo'lsa-da, u neft va gaz sanoatida kamroq talab qilinadigan dasturlarda ham qo'llanilishi mumkin.
Tegishli mahsulotlarimiz
Biz Xitoydan yuqori sifatli payvandlangan karbonli po'lat quvurlarni ishlab chiqaruvchi va yetkazib beruvchimiz, shuningdek, choksiz po'lat quvurlarni sotuvchisi bo'lib, sizga po'lat quvurlarning keng assortimentini taklif etamiz!
Teglar: JIS G 3454, STPG, SCH, uglerod trubkasi, oq quvur, qora quvur, etkazib beruvchilar, ishlab chiqaruvchilar, fabrikalar, aktsiyadorlar, kompaniyalar, ulgurji, sotib olish, narx, kotirovka, ommaviy, sotish, narx.
Xabar vaqti: 2024 yil 01-may