
JIS G 3456 po'lat quvurlariuglerod po'lat quvurlari, birinchi navbatda, 350 ℃ dan yuqori haroratlarda 10,5 mm dan 660,4 mm gacha bo'lgan tashqi diametrli xizmat ko'rsatish muhitida foydalanish uchun javob beradi.

Navigatsiya tugmalari
JIS G 3456 sinf tasnifi
Xomashyo
JIS G 3456 Ishlab chiqarish jarayonlari
Quvur oxiri
Issiq davolash
JIS G 3456 ning kimyoviy komponentlari
JIS G 3456 kuchlanish sinovi
Yassilash tajribasi
Egiluvchanlik testi
Gidravlik sinov yoki buzilmaydigan sinov (NDT)
JIS G 3456 quvurlari og'irligi jadvali va quvurlar jadvallari
O'lchovli toleranslar
Tashqi ko'rinish
JIS G 3456 markalash
JIS G 3456 Chelik quvurlari ilovalari
JIS G 3456 bilan bog'liq standartlar
Tegishli mahsulotlarimiz
JIS G 3456 sinf tasnifi
JIS G 3456 standarti quvurning kuchlanish kuchiga ko'ra uchta sinfga ega.
STPT370, STPT410 va STPT480
Ular mos ravishda 370, 410 va 480 N/mm² (MPa) minimal kuchlanish kuchiga ega quvurlarni ifodalaydi.
Xomashyo
Quvurlar o'ldirilgan po'latdan yasalgan bo'lishi kerak.
O'ldirilgan po'lat - eritish jarayonida alyuminiy va kremniy kabi o'ziga xos elementlarning qo'shilishi bilan tavsiflangan maxsus turdagi po'latdir, po'latdagi kislorod va boshqa zararli aralashmalarni so'rish va bog'lash.
Ushbu jarayon gazlar va aralashmalarni samarali ravishda yo'q qiladi va shu bilan po'latning tozaligi va bir xilligini yaxshilaydi.
JIS G 3456 Ishlab chiqarish jarayonlari
Quvurlarni ishlab chiqarish jarayonlari va tugatish usullarining tegishli kombinatsiyasi yordamida ishlab chiqariladi.
| Darajaning belgisi | Ishlab chiqarish jarayonining belgisi | ||
| Quvurlarni ishlab chiqarish jarayoni | Tugatish usuli | Belgilash | |
| STPT370 STPT410 STPT480 | Uzluksiz:S | Issiq tayyor:H Sovuq tayyor:C | 13 b). |
| Elektr qarshilik payvandlangan:E Payvandlangan payvand:B | Issiq tayyor:H Sovuq tayyor:C Elektr qarshilik payvandlanganidek:G | ||
uchunSTPT 480navli quvur, faqat choksiz po'lat quvur ishlatiladi.
Agar qarshilik payvandlash ishlatilsa, silliq payvand olish uchun quvurning ichki va tashqi yuzalarida choklarni olib tashlash kerak.
Quvur oxiri
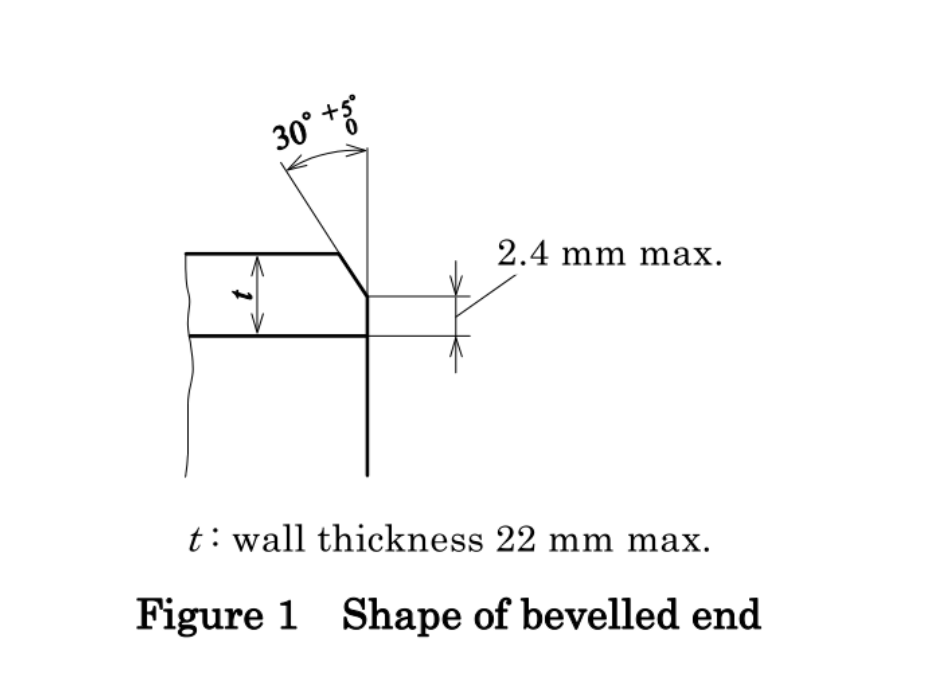
Quvur bo'lishi keraktekis uchi.
Quvurni qiyshiq uchiga ishlov berish kerak bo'lsa, devor qalinligi ≤ 22 mm po'lat quvur uchun burchak burchagi 30-35 °, po'lat quvur chetining egilish kengligi: maksimal 2,4 mm.
Devor qalinligi 22 mm dan ortiq po'lat quvur qiyalik uchi, odatda kompozit burchak sifatida qayta ishlanadi, standartlarni amalga oshirish ASME B36.19 ning tegishli talablariga murojaat qilishi mumkin.
Issiq davolash
Sinf va ishlab chiqarish jarayoniga ko'ra mos issiqlik bilan ishlov berish jarayonini tanlang.

JIS G 3456 ning kimyoviy komponentlari
Kimyoviy tarkibi sinovi
Issiqlik tahlili usuli JIS G 0320 ga muvofiq bo'lishi kerak.
Mahsulotni tahlil qilish usuli JIS G 0321 ga muvofiq bo'lishi kerak.
| Darajaning belgisi | C(uglerod) | Si(Kremniy) | Mn(marganets) | P(Fosfor) | S(oltingugurt) |
| maks | maks | maks | |||
| STPT370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Kimyoviy tarkibi uchun tolerantlik
Choksiz po'lat quvurlar JIS G 0321 3-jadvalidagi tolerantliklarga bo'ysunishi kerak.
Qarshilik bilan payvandlangan po'lat quvurlar JIS G 0321 ning 2-jadvalidagi tolerantliklarga bo'ysunishi kerak.
JIS G 3456 kuchlanish sinovi
Sinov usullari: Sinov usullari JIS Z.2241 standartlariga mos kelishi kerak.
Quvur 4-jadvalda ko'rsatilgan valentlik kuchi, oqish kuchi va cho'zilish uchun talablarga javob berishi kerak.
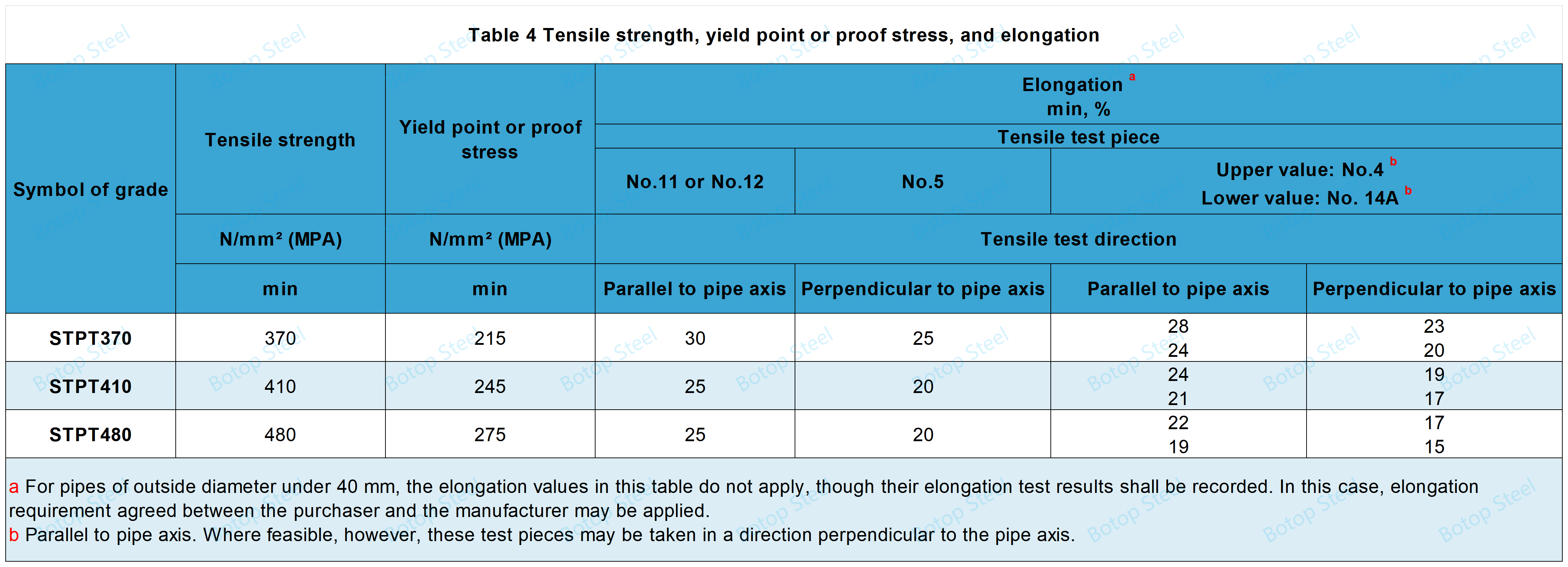
Amaldagi sinov qismi JIS Z 2241 da ko'rsatilgan № 11, № 12 (No 12A, № 12B yoki № 12C), № 14A, № 4 yoki 5-sonli bo'lishi kerak.
4-sonli sinov qismining diametri 14 mm (o'lchov uzunligi 50 mm) bo'lishi kerak.
11 va 12-sonli sinov qismlari quvur o'qiga parallel ravishda olinishi kerak,
14A va № 4 sinov qismlari quvur o'qiga parallel yoki perpendikulyar,
va sinov qismi № 5, quvur o'qiga perpendikulyar.
Elektr qarshilik payvandlangan po'lat quvurdan olingan 12 yoki 5-sonli sinov qismi payvandni o'z ichiga olmaydi.
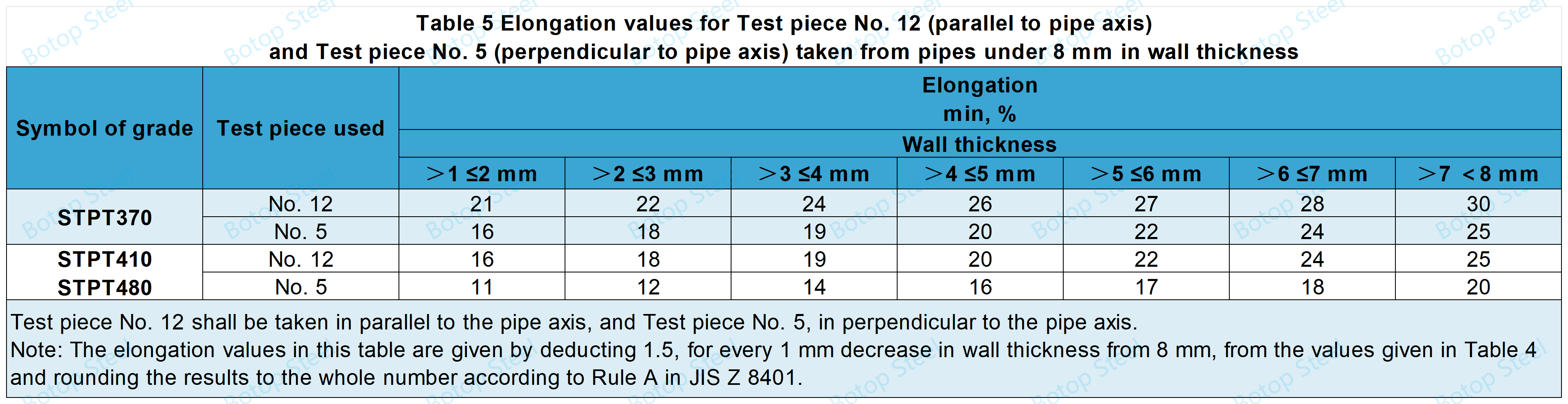
Qalinligi 8 mm dan past bo'lgan quvurlarning 12-sonli sinov qismi yoki 5-sonli sinov qismi yordamida amalga oshirilgan valentlik sinovi uchun 5-jadvalda keltirilgan cho'zilish talabi qo'llanilishi kerak.
Yassilash tajribasi
Xona haroratida (5 ° C - 35 ° C) namunani ikkita platforma o'rtasida tekislangular orasidagi masofa (H) belgilangan qiymatga etadi va keyin yoriqlarni tekshiring.
H=(1+e)t/(e+t/D)
н: plastinalar orasidagi masofa (mm)
t: trubaning devor qalinligi (mm)
D: quvurning tashqi diametri (mm)
е: quvurning har bir markasi uchun belgilangan doimiy:
STPT370 uchun 0,08,
STPT410 va STPT480 uchun 0,07
Egiluvchanlik testi
Bükülebilirlik tashqi diametri 60,5 mm yoki undan kam bo'lgan quvurlar uchun qo'llaniladi.
Sinov usuli Xona haroratida (5 ° C dan 35 ° C gacha), sinov qismini mandrel atrofida ichki radius quvurning tashqi diametridan 6 baravar ko'p bo'lguncha egib, yoriqlar borligini tekshiring. Ushbu sinovda payvand choki egilishning eng tashqi qismidan taxminan 90 ° masofada joylashgan bo'lishi kerak.
Bendability testi, shuningdek, ichki radius quvurning tashqi diametridan to'rt baravar ko'p bo'lishi va egilish burchagi 180 ° bo'lishi talabiga muvofiq ham amalga oshirilishi mumkin.
Gidravlik sinov yoki buzilmaydigan sinov (NDT)
Har bir quvurda gidravlik sinov yoki buzilmaydigan sinov o'tkazilishi kerak.
Gidravlik sinov
Quvurni kamida 5 soniya davomida belgilangan minimal gidravlik sinov bosimida ushlab turing va trubaning oqishsiz bosimga bardosh bera olishiga e'tibor bering.
Shlangi vaqt po'lat quvur jadvaliga muvofiq belgilanadi.
| 6-jadval Minimal gidravlik sinov bosimi | ||||||||||
| Nominal devor qalinligi | Jadval raqami: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimal gidravlik sinov bosimi, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Buzilmaydigan sinov
Agar ultratovush tekshiruvi ishlatilsa, JIS G 0582 da ko'rsatilganidek, UD tipidagi mos yozuvlar standartlarini o'z ichiga olgan mos yozuvlar namunalarining signallari signal darajalari sifatida ishlatilishi kerak; signal darajasiga teng yoki undan yuqori bo'lgan quvurdan har qanday signal rad etilishi kerak. Bundan tashqari, sovuq ishlov berishdan tashqari, sinov quvurlari uchun kvadrat chuqurliklarning minimal chuqurligi 0,3 mm bo'lishi kerak.
Agar girdab oqimini tekshirish ishlatilsa, signal darajasi sifatida JIS G 0583 da ko'rsatilgan EY tipidagi mos yozuvlar standartidagi signallardan foydalanish kerak; signal darajasiga teng yoki undan yuqori quvurdan kelgan har qanday signal rad etish uchun sabab bo'lishi kerak.
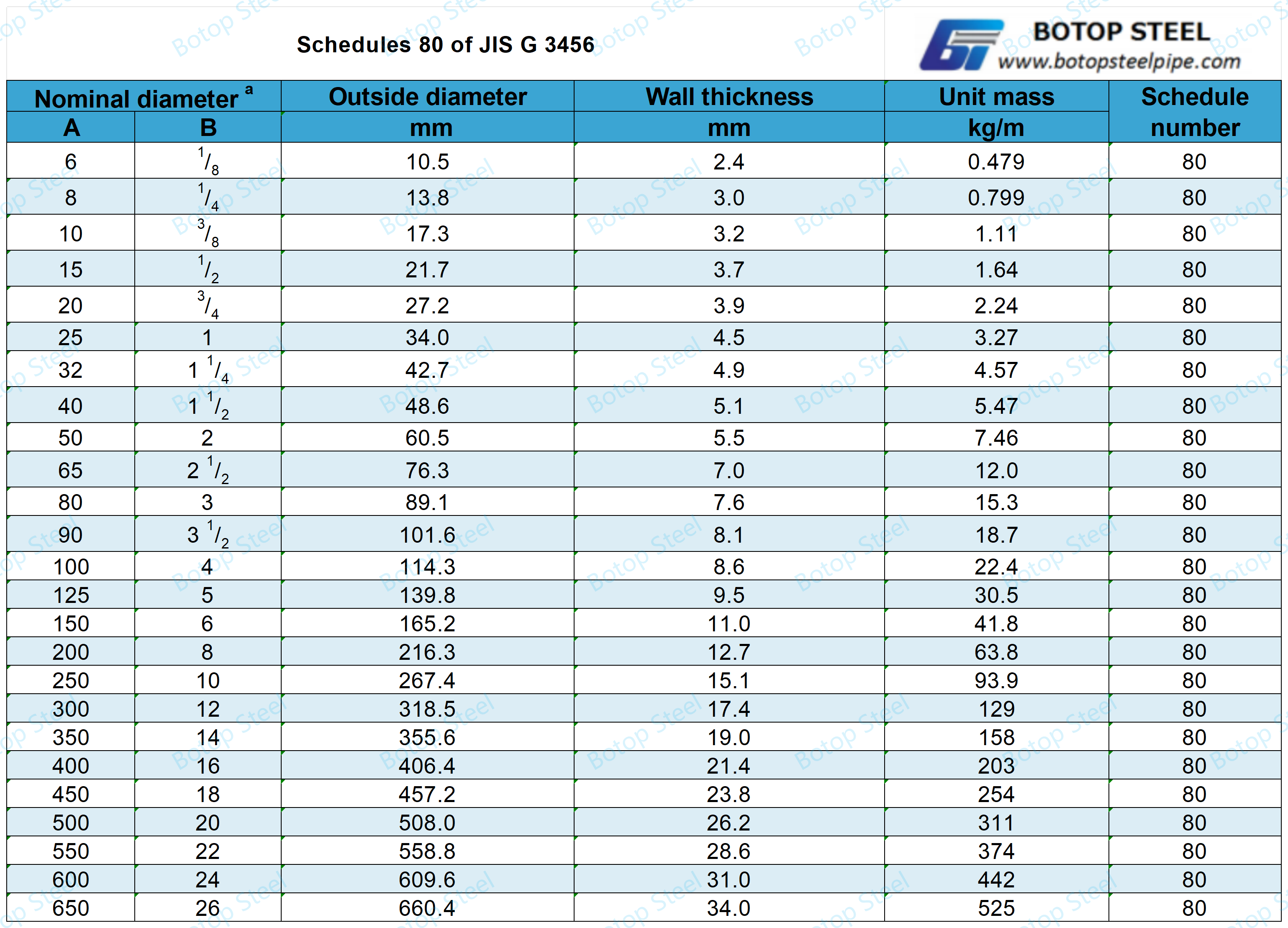
JIS G 3456 quvurlari og'irligi jadvali va quvurlar jadvallari
Chelik quvurlarning vaznini hisoblash formulasi
Po'lat quvur uchun zichlikni 7,85 g / sm³ deb hisoblang va natijani uchta muhim raqamga aylantiring.
W=0,02466t(Dt)
W: quvurning birlik massasi (kg/m)
t: quvur devor qalinligi (mm)
D: quvurning tashqi diametri (mm)
0,02466: V ni olish uchun konversiya koeffitsienti
Quvurlar og'irligi jadvali
Quvurlar og'irligi jadvallari va jadvallari quvur liniyasi muhandisligida keng qo'llaniladigan muhim havolalardir.
Quvurlar jadvallari
Jadval - bu devor qalinligi va quvurning nominal diametrining standartlashtirilgan kombinatsiyasi.
40-jadval va 80-jadvaldagi po'lat quvurlar sanoat va qurilishda keng qo'llaniladi. Ular turli xil devor qalinligi va turli xil dastur stsenariylari uchun imkoniyatlarga ega bo'lgan keng tarqalgan quvur o'lchamlari.
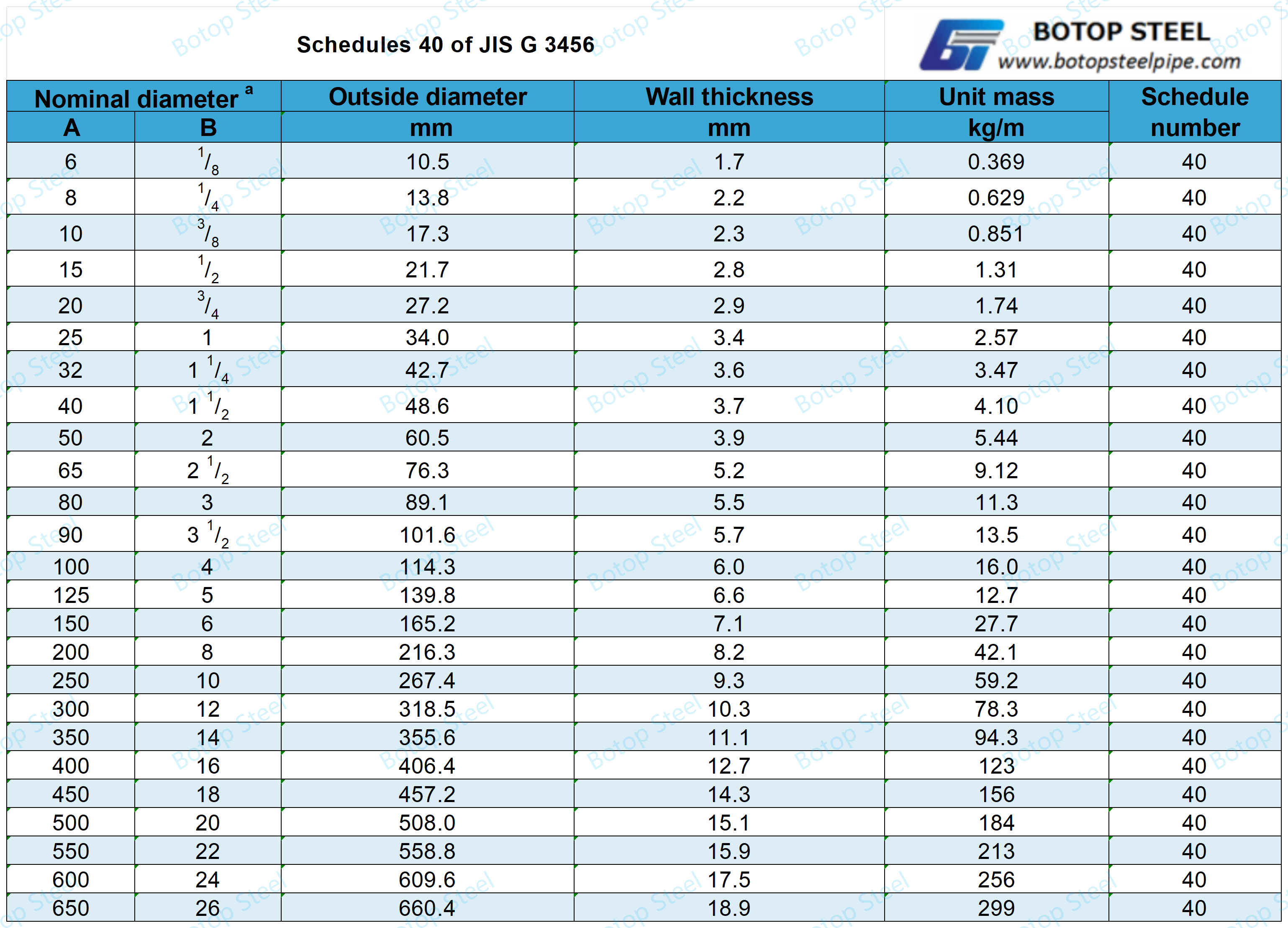
haqida ko'proq bilmoqchi bo'lsangizquvur vazni jadvali va quvurlar jadvalistandartda, uni tekshirish uchun bosing!
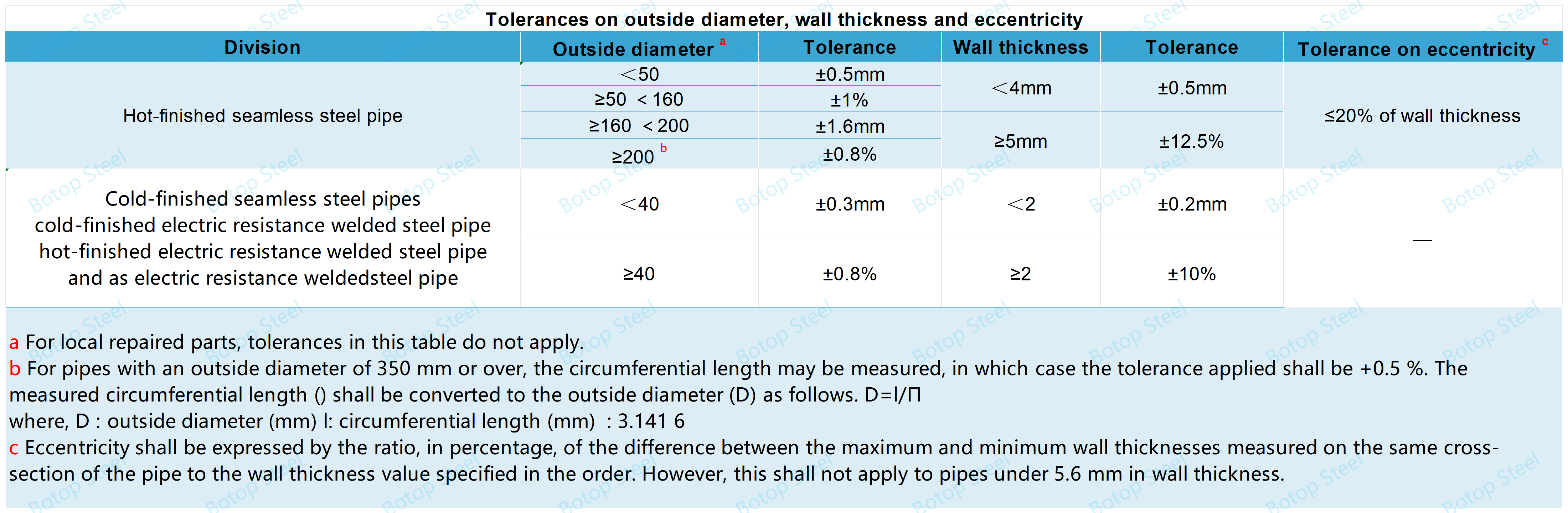
O'lchovli toleranslar
Tashqi ko'rinish
Quvurning ichki va tashqi yuzalari silliq bo'lishi va foydalanish uchun noqulay nuqsonlarsiz bo'lishi kerak.
Quvur tekis bo'lishi kerak, uchlari trubaning o'qiga to'g'ri burchak ostida bo'lishi kerak.
Quvurlar silliqlash, ishlov berish yoki boshqa usullar bilan ta'mirlanishi mumkin, ammo ta'mirlangan devor qalinligi belgilangan toleranslar ichida qolishi va ta'mirlangan sirt profilda silliq bo'lishi kerak.
Ta'mirlangan trubaning devor qalinligi belgilangan toleranslar ichida saqlanishi kerak va ta'mirlangan trubaning yuzasi profilda silliq bo'lishi kerak.
JIS G 3456 markalash
Tekshiruvdan o'tgan har bir quvur quyidagi ma'lumotlar bilan etiketlanishi kerak. Yorliqlar kichik diametrli quvurlar uchun to'plamlarda ishlatilishi mumkin.
a) Darajaning belgisi
b) Ishlab chiqarish jarayonining belgisi
Ishlab chiqarish jarayonining belgisi quyidagicha bo'lishi kerak. Chiziqlar bo'sh joylar bilan almashtirilishi mumkin.
Issiq ishlov berilgan choksiz po'lat quvur:-SH
Sovuq ishlov berilgan choksiz po'lat quvur: -SC
Elektr qarshilik payvandlangan po'lat quvur sifatida: -EG
Issiq ishlov berilgan elektr qarshilik payvandlangan po'lat quvur: -EH
Sovuq ishlov berilgan elektr qarshilik payvandlangan po'lat quvur: -EC
c) O'lchamlari, nominal diametri × nominal devor qalinligi yoki tashqi diametri × devor qalinligi bilan ifodalanadi.
d) Ishlab chiqaruvchining nomi yoki identifikatsiya qiluvchi brend
Misol:BOTOP JIS G 3456 SH STPT370 50A×SHC40 ISITISH NO.00001
JIS G 3456 Chelik quvurlari ilovalari
JIS G 3456 po'lat quvurlari odatda qozonxonalar, issiqlik almashinuvchilari, yuqori bosimli bug 'quvurlari, issiqlik elektr stantsiyalari, kimyo zavodlari va qog'oz fabrikalari kabi yuqori haroratli va yuqori bosimli muhitda uskunalar va quvurlar tizimlari uchun ishlatiladi.
JIS G 3456 bilan bog'liq standartlar
Quyidagi standartlar yuqori haroratli va yuqori bosimli muhitda quvurlarga taalluqlidir va JIS G 3456 ga muqobil sifatida ishlatilishi mumkin.
ASTM A335/A335M: qotishma po'lat quvurlar uchun amal qiladi
DIN 17175: choksiz po'lat quvurlar uchun
EN 10216-2: choksiz po'lat quvurlar uchun
GB 5310: choksiz po'lat quvurlarga tegishli
ASTM A106/A106M: Choksiz karbonli po'lat quvurlar
ASTM A213 / A213M: Choksiz quvurlar va qotishma po'latdan va zanglamaydigan po'latdan yasalgan quvurlar
EN 10217-2: Payvandlangan quvurlar va quvurlar uchun javob beradi
ISO 9329-2: Choksiz uglerod va qotishma po'lat quvurlar va quvurlar
NFA 49-211: choksiz po'lat quvurlar va quvurlar uchun
BS 3602-2: choksiz karbonli po'lat quvurlar va armatura uchun
Tegishli mahsulotlarimiz
Biz Xitoydan yuqori sifatli payvandlangan karbonli po'lat quvurlarni ishlab chiqaruvchi va yetkazib beruvchimiz, shuningdek, choksiz po'lat quvurlarni sotuvchisi bo'lib, sizga po'lat quvurlarning keng assortimentini taklif etamiz! Agar siz po'lat quvur mahsulotlari haqida ko'proq ma'lumotga ega bo'lishni istasangiz, biz bilan bog'lanishingiz mumkin.
Teglar: JIS G 3456, SPTP370, STPT410, STPT480, STPT, yetkazib beruvchilar, ishlab chiqaruvchilar, fabrikalar, aktsiyadorlar, kompaniyalar, ulgurji, sotib olish, narx, kotirovka, ommaviy, sotuv, xarajat.
Xabar vaqti: 29-aprel, 2024-yil