



ASTM A335 P91, còn được gọi làASME SA335 P91Đây là loại ống thép hợp kim ferit liền mạch dùng cho các ứng dụng ở nhiệt độ cao, đạt tiêu chuẩn UNS số K91560.
Nó có mức tối thiểuĐộ bền kéo 585 MPa(85 ksi) và mức tối thiểuĐộ bền kéo 415 MPa(60 ksi).
P91Chủ yếu chứa các nguyên tố hợp kim như crom và molypden, và nhiều nguyên tố hợp kim khác được thêm vào, thuộc loại...thép hợp kim caoVì vậy, nó có độ bền siêu cao và khả năng chống ăn mòn tuyệt vời.
Ngoài ra, P91 có hai loại,Loại 1VàLoại 2Nó thường được sử dụng trong các nhà máy điện, nhà máy lọc dầu, các cơ sở hóa chất, thiết bị quan trọng và đường ống trong môi trường nhiệt độ và áp suất cao.
Ống thép P91 được phân loại thành hai loại, Loại 1 và Loại 2.
Cả hai loại đều giống nhau về tính chất cơ học và các yêu cầu khác như xử lý nhiệt.với những khác biệt nhỏ về thành phần hóa học và trọng tâm ứng dụng cụ thể..
Thành phần hóa họcSo với loại 1, thành phần hóa học của loại 2 nghiêm ngặt hơn và chứa nhiều nguyên tố hợp kim hơn để mang lại khả năng chịu nhiệt và chống ăn mòn tốt hơn.
Ứng dụngNhờ thành phần hóa học được tối ưu hóa, loại 2 phù hợp hơn cho nhiệt độ cực cao hoặc môi trường ăn mòn hơn, hoặc trong các ứng dụng yêu cầu độ bền và độ chắc chắn cao hơn.
Ống thép ASTM A335 phải đáp ứng các yêu cầu sau:liền mạch.
Quy trình sản xuất liền mạch được phân loại thành:hoàn thành nóngVàkéo nguội.
Dưới đây là sơ đồ quy trình hoàn thiện bề mặt bằng phương pháp nóng.

Đặc biệt, P91, một loại ống thép hợp kim cao cấp, thường được sử dụng trong môi trường khắc nghiệt chịu nhiệt độ và áp suất cao, là loại ống thép liền mạch có ứng suất đồng đều và có thể được chế tạo thành ống thành dày, do đó đảm bảo an toàn cao hơn và hiệu quả chi phí tốt hơn.
P91 Tất cả các loại ống phải được xử lý nhiệt để tối ưu hóa cấu trúc vi mô của ống, cải thiện các đặc tính cơ học và tăng cường khả năng chịu nhiệt độ và áp suất cao.
| Cấp | Loại xử lý nhiệt | Nhiệt độ chuẩn hóa | Nhiệt độ tôi luyện |
| P91 Loại 1 và Loại 2 | bình thường hóa và điều chỉnh hoặc | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| tôi và ram | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Thành phần hóa học loại 1 P91
| Cấp | Thành phần, % | ||||||
| P91 Loại 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | Tối đa 0,020 | 0,010 tối đa | 0,20 - 0,50 | 8:00 - 9:50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | Tối đa 0,40 | Tối đa 0,02 | 0,06 - 0,10 | 0,01 tối đa | 0,01 tối đa | |
Thành phần hóa học loại 2 P91
| Cấp | Thành phần, % | ||||||
| Thành phần hóa học của sản phẩm loại P91 Loại 2 | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | Tối đa 0,020 | Tối đa 0,005 | 0,20 - 0,40 | 8:00 - 9:50 | 0,80 - 1,05 | |
| V | Ni | Al | N | Tỷ lệ N/Al | Nb | Ti | |
| 0,16 - 0,27 | Tối đa 0,20 | Tối đa 0,02 | 0,035 - 0,070 | ≥ 4.0 | 0,05 - 0,11 | 0,01 tối đa | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 tối đa | 0,01 tối đa | Tối đa 0,003 | 0,01 tối đa | 0,001 tối đa | Tối đa 0,05 | Tối đa 0,10 | |
Với hai hình ảnh trên, thật dễ dàng để thấy sự khác biệt giữa các nguyên tố hóa học Loại 1 và Loại 2 cũng như các hạn chế của chúng.
1. Tính chất kéo
Thử nghiệm kéo thường được sử dụng để đo...độ bền kéo, cường độ kéo, Vàsự kéo dàin trong chương trình thí nghiệm ống thép, và được sử dụng rộng rãi trong thử nghiệm tính chất vật liệu.
| P91 Loại 1 và Loại 2 | |||
| Độ bền kéo | 85 ksi [585 MPa] tối thiểu | ||
| Độ bền kéo | 60 ksi [415 MPa] phút | ||
| Sự kéo dài | Yêu cầu kéo dài | Theo chiều dọc | Ngang |
| Độ giãn dài tính bằng 2 inch hoặc 50 mm (hoặc 4D), tối thiểu, %; Độ giãn dài tối thiểu cơ bản cho thành dày 6 in. [8 mm] trở lên, thử nghiệm dải, và cho tất cả các kích thước nhỏ được thử nghiệm trên toàn bộ mặt cắt | 20 | — | |
| Khi sử dụng mẫu chuẩn hình tròn có chiều dài 2 inch hoặc 50 mm, hoặc mẫu có kích thước nhỏ hơn tương ứng với chiều dài đo bằng 4D (gấp 4 lần đường kính). | 20 | 13 | |
| Đối với các thử nghiệm dải, cứ mỗi lần giảm độ dày thành ống 0,8 mm (1/32 in.) xuống dưới 8 mm (5/16 in.) so với độ giãn dài tối thiểu cơ bản thì sẽ bị trừ đi các điểm phần trăm sau: | 1 | — | |
2. Độ cứng
Có thể sử dụng nhiều phương pháp kiểm tra độ cứng khác nhau, bao gồm Vickers, Brinell và Rockwell.
| Cấp | Brinell | Vickers | Rockwell |
| P91 Loại 1 và Loại 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Độ dày thành <0,065 in. [1,7 mm]: Không cần kiểm tra độ cứng;
0,065 in. [1,7 mm] ≤ độ dày thành <0,200 in. [5,1 mm]: Phải sử dụng phép thử độ cứng Rockwell;
Độ dày thành ≥ 0,200 in. [5,1 mm]: có thể sử dụng phép thử độ cứng Brinell hoặc phép thử độ cứng Rockwell.
Thử nghiệm độ cứng Vickers áp dụng cho mọi độ dày thành ống. Phương pháp thử nghiệm được thực hiện theo yêu cầu của tiêu chuẩn E92.
3. Thử nghiệm làm phẳng
Các thí nghiệm phải được tiến hành theo Mục 20 của tiêu chuẩn ASTM A999.
4. Thử nghiệm uốn cong
Uốn cong 180° ở nhiệt độ phòng, không được xuất hiện vết nứt ở mặt ngoài của phần bị uốn cong.
Kích thước > NPS25 hoặc D/t ≥ 7.0: Thử nghiệm uốn nên được thực hiện mà không cần thử nghiệm làm phẳng.
5. P91 Chương trình Thí nghiệm Tùy chọn
Các mục thử nghiệm sau đây không phải là mục kiểm tra bắt buộc; nếu cần thiết có thể được xác định thông qua thương lượng.
S1: Phân tích sản phẩm
S3: Thử nghiệm làm phẳng
S4: Cấu trúc kim loại và các thử nghiệm ăn mòn
S5: Ảnh hiển vi
S6: Ảnh hiển vi của từng chi tiết
S7: Xử lý nhiệt thay thế - Cấp P91 Loại 1 và Loại 2
Thử nghiệm thủy lực P91 phải tuân thủ các yêu cầu sau.
Đường kính ngoài > 10 inch [250 mm] và độ dày thành ≤ 0,75 inch [19 mm]: đây phải là thử nghiệm thủy tĩnh.
Các kích thước khác dùng cho kiểm tra điện không phá hủy.
Đối với ống thép hợp kim ferit và ống thép không gỉ, thành ống chịu áp suất không nhỏ hơn60% cường độ chảy tối thiểu quy định.
Áp suất thử thủy lực phải được duy trì trong ít nhất 5sKhông bị rò rỉ hoặc các khuyết điểm khác.
Áp suất thủy lựccó thể được tính toán bằng công thức:
P = 2St/D
P = áp suất thử thủy tĩnh tính bằng psi [MPa];
S = ứng suất thành ống tính bằng psi hoặc [MPa];
t = độ dày thành quy định, độ dày thành danh nghĩa theo số hiệu tiêu chuẩn ANSI quy định hoặc 1,143 lần độ dày thành tối thiểu quy định, inch [mm];
D = đường kính ngoài quy định, đường kính ngoài tương ứng với kích thước ống ANSI quy định, hoặc đường kính ngoài được tính bằng cách cộng thêm 2t (như đã định nghĩa ở trên) vào đường kính trong quy định, tính bằng inch [mm].
Ống P91 được kiểm tra bằng phương pháp thử nghiệm E213. Tiêu chuẩn E213 chủ yếu liên quan đến thử nghiệm siêu âm (UT).
Nếu được ghi rõ trong đơn đặt hàng, sản phẩm cũng có thể được kiểm tra theo phương pháp thử nghiệm E309 hoặc E570.
Tiêu chuẩn E309 thường đề cập đến việc kiểm tra điện từ (dòng điện xoáy), trong khi E570 là phương pháp kiểm tra liên quan đến mảng dòng điện xoáy.
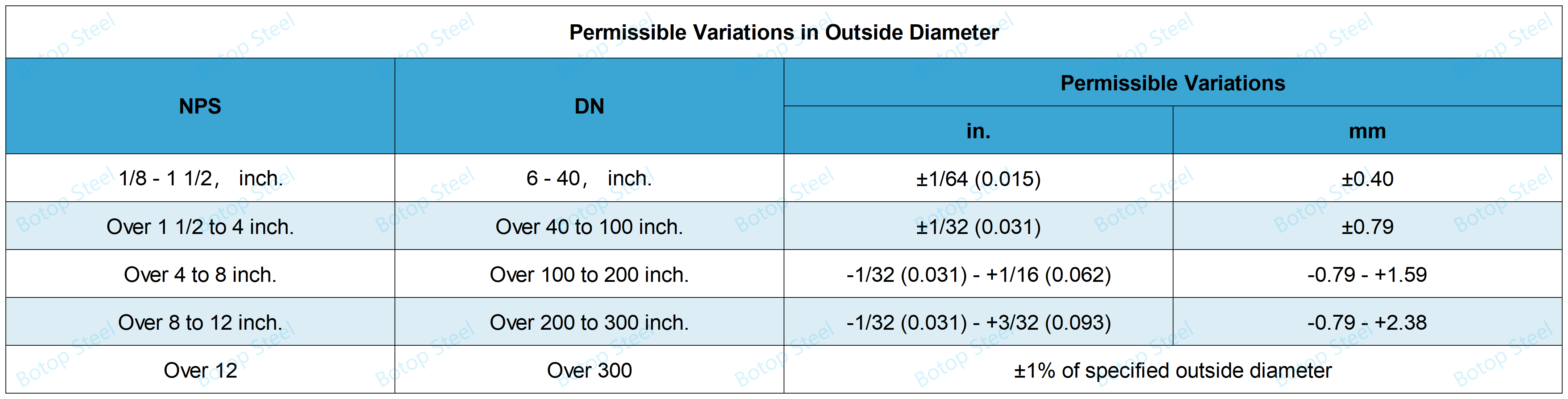
Sai lệch đường kính cho phép
Đối với ống được đặt hàngđường kính trongĐường kính trong không được sai lệch quá ±1% so với đường kính trong đã quy định.
Ống được đặt hàngNPS [DN] hoặc đường kính ngoàiĐường kính ngoài không được thay đổi quá mức quy định trong các bảng bên dưới.
Sai lệch cho phép về độ dày thành
Việc đo độ dày thành ống phải được thực hiện bằng thước kẹp cơ học hoặc các thiết bị kiểm tra không phá hủy đã được hiệu chuẩn đúng cách với độ chính xác phù hợp. Trong trường hợp có tranh chấp, kết quả đo bằng thước kẹp cơ học sẽ được ưu tiên.
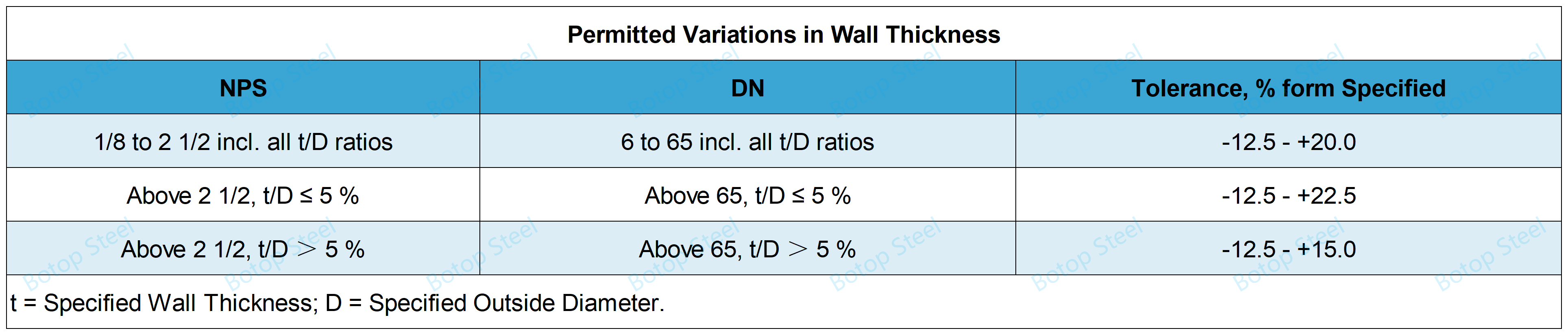
Độ dày thành tối thiểu và đường kính ngoài cần kiểm tra để đảm bảo tuân thủ yêu cầu này đối với ống do NPS [DN] và số hiệu quy cách đặt hàng được hiển thị trongASME B36.10M.
Các khuyết điểm
Các khuyết tật bề mặt được coi là lỗi nếu chúng vượt quá 12,5% độ dày thành danh nghĩa hoặc vượt quá độ dày thành tối thiểu.
Những khiếm khuyết
Các vết cơ học, trầy xước và rỗ, bất kỳ khuyết điểm nào có độ sâu hơn 1/16 inch [1,6 mm].
Các vết xước và trầy xước được định nghĩa là vết cáp, vết lõm, vết dẫn hướng, vết lăn, vết xước do bi, vết khía, vết khuôn và những vết tương tự.
Sửa
Các khuyết tật có thể được loại bỏ bằng phương pháp mài, với điều kiện độ dày thành còn lại không được nhỏ hơn độ dày thành tối thiểu.
Việc sửa chữa cũng có thể được thực hiện bằng phương pháp hàn nhưng phải tuân thủ các yêu cầu liên quan của tiêu chuẩn A999.
Tất cả các mối hàn sửa chữa trong P91 phải được thực hiện bằng một trong các quy trình hàn và vật liệu hàn sau: SMAW, A5.5/A5.5M E90XX-B9; SAW, A5.23/A5.23M EB9 + thuốc hàn trung tính; GTAW, A5.28/A5.28M ER90S-B9; và FCAW A5.29/A5.29M E91TI-B9. Ngoài ra, tổng hàm lượng Ni+Mn của tất cả các vật liệu hàn được sử dụng để hàn sửa chữa P91 Loại 1 và Loại 2 không được vượt quá 1,0%.
Ống P91 cần được xử lý nhiệt ở nhiệt độ 1350-1470 °F [730-800°C] sau khi sửa chữa mối hàn.
Bề mặt bên ngoài của ống thép được kiểm tra phải có các yếu tố sau:
Tên hoặc nhãn hiệu của nhà sản xuất; số tiêu chuẩn; cấp độ; chiều dài và ký hiệu bổ sung.S".
Các ký hiệu về áp suất thủy tĩnh và kiểm tra không phá hủy trong bảng bên dưới cũng cần được bao gồm.
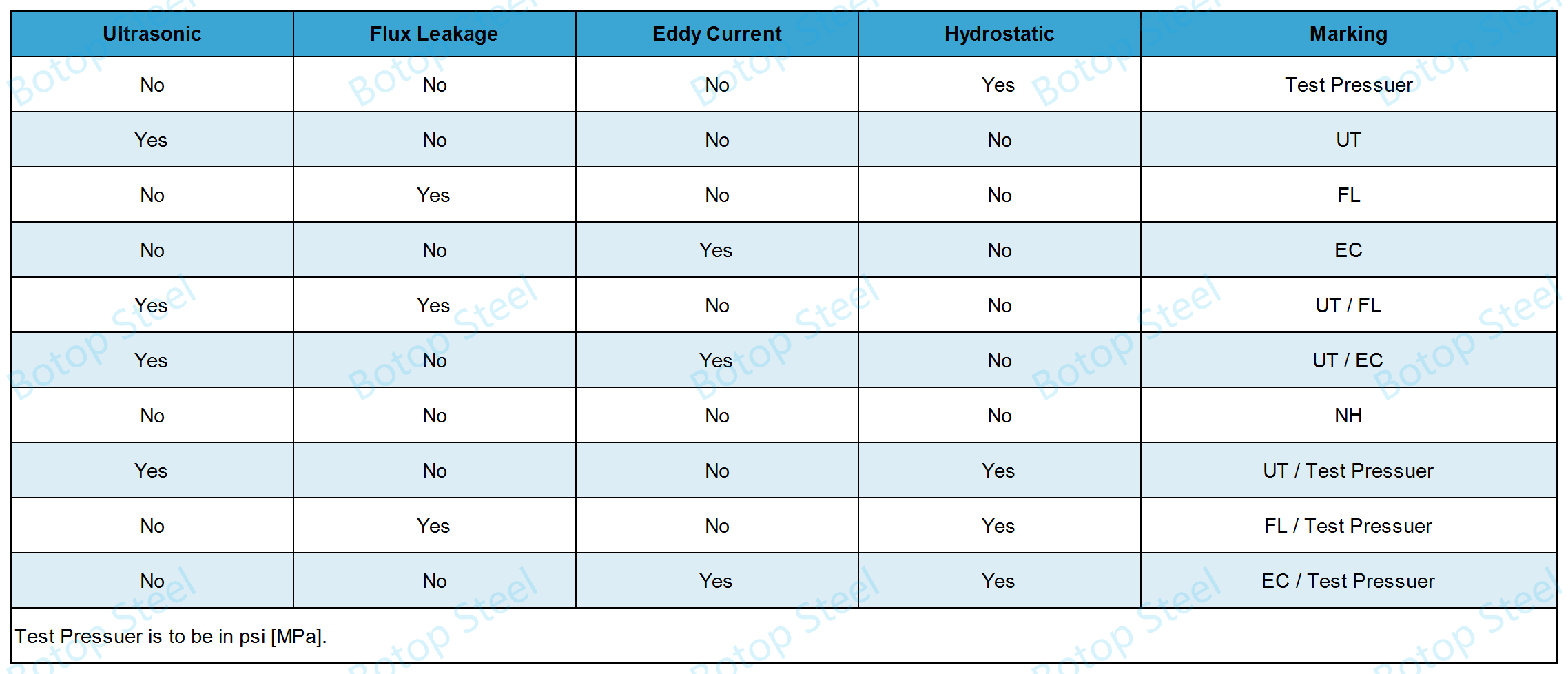
Nếu đường ống được sửa chữa bằng phương pháp hàn, nó phải được đánh dấu "WR".
p91 Cần ghi rõ loại (Loại 1 hoặc Loại 2).
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Vật liệul: Ống thép liền mạch ASTM A335 P91;
OD: 1/8"- 24";
WT: phù hợp vớiASME B36.10yêu cầu;
Lịch trình: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80SCH100, SCH120, SCH140 và SCH160;
Nhận dạng:STD (tiêu chuẩn), XS (cực mạnh) hoặc XXS (cực mạnh gấp đôi);
Tùy chỉnhCó sẵn các kích thước ống không tiêu chuẩn, kích thước tùy chỉnh theo yêu cầu;
Chiều dài: Độ dài cụ thể và ngẫu nhiên;
Chứng nhận IBRChúng tôi có thể liên hệ với tổ chức kiểm định bên thứ ba để lấy chứng nhận IBR theo nhu cầu của bạn. Các tổ chức kiểm định hợp tác với chúng tôi bao gồm BV, SGS, TUV, v.v.
Kết thúc: Đầu ống phẳng, vát cạnh hoặc dạng composite;
Bề mặt: Ống dẫn ánh sáng, sơn và các biện pháp bảo vệ tạm thời khác, tẩy rỉ sét và đánh bóng, mạ kẽm và phủ nhựa, và các biện pháp bảo vệ lâu dài khác;
Đóng gói: Thùng gỗ, đai thép hoặc dây thép đóng gói, đầu bịt ống bằng nhựa hoặc sắt, v.v.














