


Cung cấp thép BotopỐng thép ERWtừGR.B,X42,X46,GR.1,GR.2,S355J0H,S275JRH,SGP,v.v.
| Phong cách | Tiêu chuẩn | Cấp | Cách sử dụng |
| Ống thép ERW | API 5L PSL1 & PSL2 | GR.B,X42,X46,X52,X60,X65,X70,v.v. | Vận chuyển dầu khí |
| ASTM A53 | GR.A, GR.B | ||
| ASTM A252 | GR.1, GR.2, GR.3 | Dùng cho kết cấu (cọc) | |
| BS EN10210 | S275JRH, S275J0H, S355J0H, S355J2H, v.v. | ||
| BS EN10219 | S275JRH, S275J0H, S355J0H, S355J2H, v.v. | ||
| JIS G3452 | SGP, v.v. | Vận chuyển Chất lỏng áp suất thấp | |
| JIS G3454 | STPG370, STPG410, v.v. | Vận chuyển Chất lỏng áp suất cao | |
| JIS G3456 | STPG370, STPG410, STPG480, v.v. | Ống thép chịu nhiệt cao |
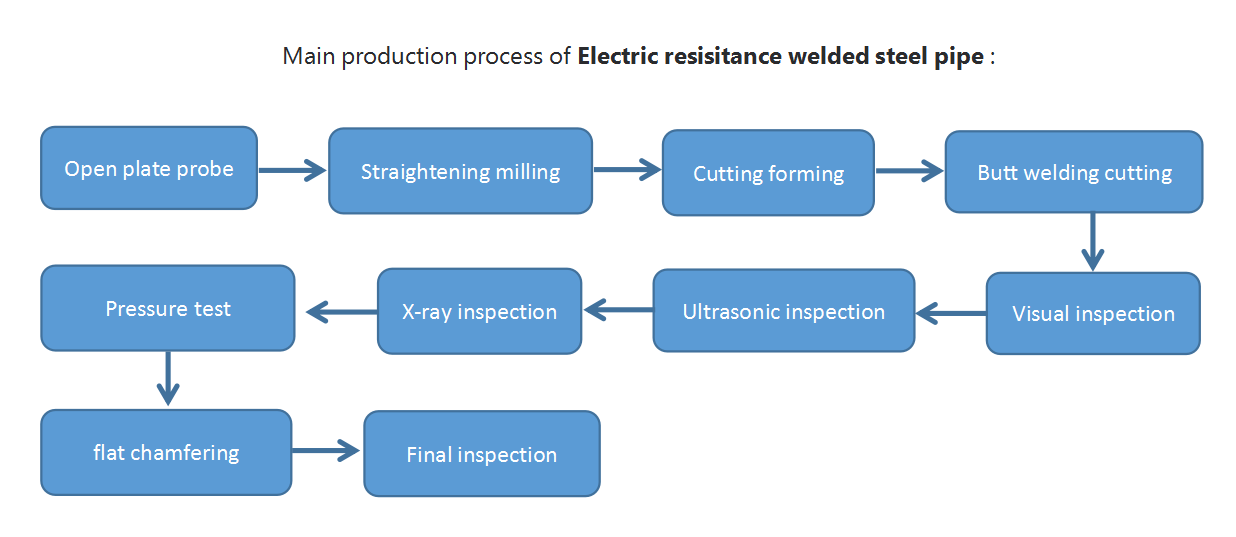
Vát mép đầu ống

Tranh vẽ màu đen có đánh dấu

Gói và dây đeo
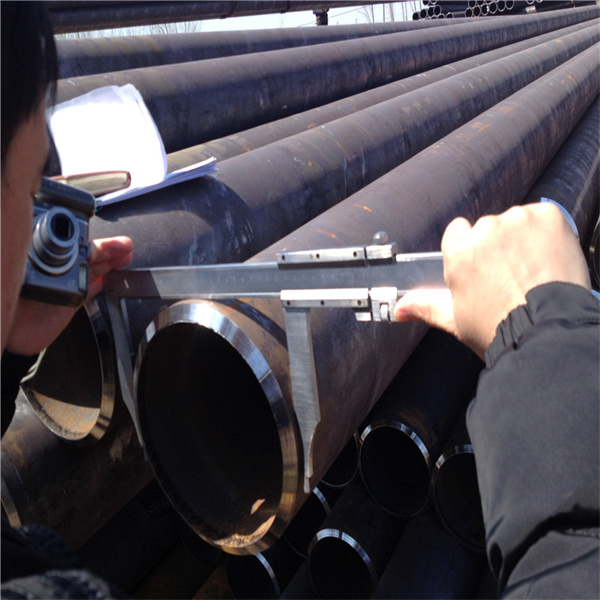
Kiểm tra đường kính ngoài

Kiểm tra độ dày thành tường

Kiểm tra cuối kỳ

Hàn điện trở (Phương pháp sản xuất là hàn điện trở hoặc hàn đối đầu. Phương pháp hoàn thiện có thể là hoàn thiện nóng hoặc hoàn thiện nguội. Ống hoàn thiện nguội phải được ủ sau khi sản xuất.)
Khả năng chịu đựng của OD và WT
| Phân công | Dung sai trên OD | Khả năng dung nạp trên WT | |
| Ống thép ERW | 10,5mm ≤ D ≤ 48,6mm | ±0,5 mm | -12,5% + Không xác định |
| D = 60,5mm | ±0,5 mm | ||
| D = 76,3mm | ±0,7 mm | ||
| 89,1mm ≤ D ≤ 139,8mm | ±0,8 mm | ||
| D = 165,2mm | ±0,8 mm | ||
| D = 190,7mm | ±0,9 mm | ||
| D = 216,3mm | ±1,0 mm | ||
| D = 241,8mm | ±1,2 mm | ||
| D = 267,4mm | ±1,3 mm | ||
| D = 318,5mm | ±1,5mm | ||
| 355,6mm ≤ D ≤ 508,0mm | - | ||


| Ống hàn điện trở (ERW) ASTM A252 | Ống tròn ERW |
| Ống hàn điện trở (ERW) ASTM A53 B | Ống thép hàn ERW |
| Cọc ống thép ERW | Ống thép đen ERW |
| Ống thép nhẹ ERW | Ống thép cacbon ERW |
Ống thép cacbon ERW ASTM A53 Gr.A & Gr. B dùng cho nhiệt độ cao
ỐNG THÉP ERW KẾT CẤU EN10210 S355J2H
Ống thép cacbon ERW JIS G3454 dùng cho dịch vụ áp lực
Ống thép cacbon ERW tiêu chuẩn JIS G3452 dùng cho hệ thống đường ống thông thường.
Ống cọc thép hàn điện trở (ERW) kết cấu EN10219 S275J0H S275J2H / S275JRH





