
| פּראָדוקט נאָמען | קאַרבאָן שטאָל נאָטלאָז / מס שטאָל רער |
| סטאַנדאַרט | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| אויסערלעכער דיאַמעטער: | 13.7 מ״מ-762 מ״מ |
| וואַנט גרעב | 2 מ״מ-80 מ״מ |
| דיאַ טאָלעראַנץ | קאָנטראָל מיט אין די סטאַנדאַרט, OD: +-1%, WT: +-10% |
| מאַטעריאַלן | 10#,20#,45#,16מן,A106(ב,C),A53(א,ב),אַפּי 5ל (גר.ב,קס42/קס52/קס56/קס65) אַפּי 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| דורכקוק | ISO, BV, SGS, MTC |
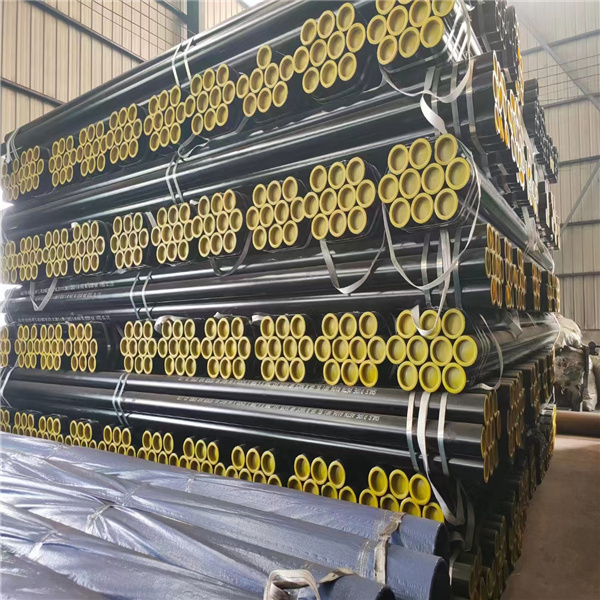
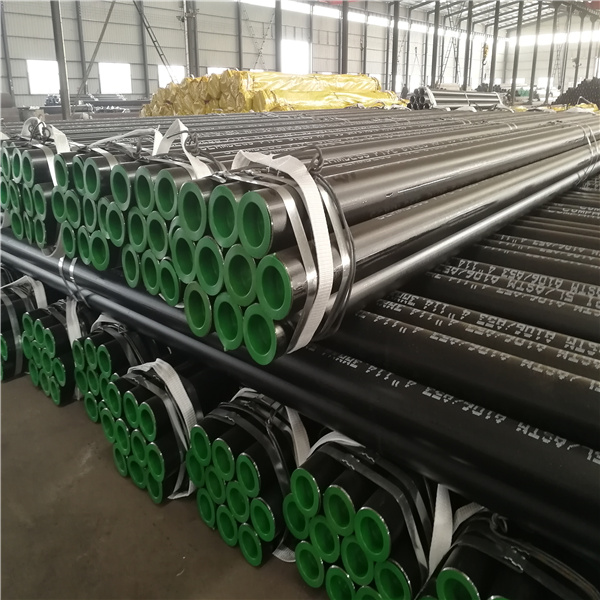
| פּאַקינג | 3LPE/3PP/FBE/שוואַרץ געמעל/וואַרניש, און שטאָל פּאַס פּאַקט, סטאַנדאַרד עקספּאָרט סיווערדי פּאַקאַדזש, אָדער ווי פארלאנגט |
| צושטעלן פיייקייט | 1000 מעטרישע טאָן/חודש |
| מאָק | 5 מעטריק טאָן, מוסטער אָרדער אנגענומען |
| שיפּינג צייט | אין 7-10 אַרבעט טעג נאָך באַקומען אַוועקלייגן אָדער L/C |
| צאָלונגען | ט/ט, לק |
| קאַפּאַציטעט | 250,000 טאָן/יאָר |
API 5L גרופע X52NS PSL 2נאָטלאָז שטאָל רער ACC.To IPS-M-PI-190(3) & NACE MR-01-75 ווערט שטענדיק גענוצט אין אַ זויערער סביבה, ספּעציעל אין אויל און גאַז פעלדער מיט H2S און CO2 רייך גאַז.



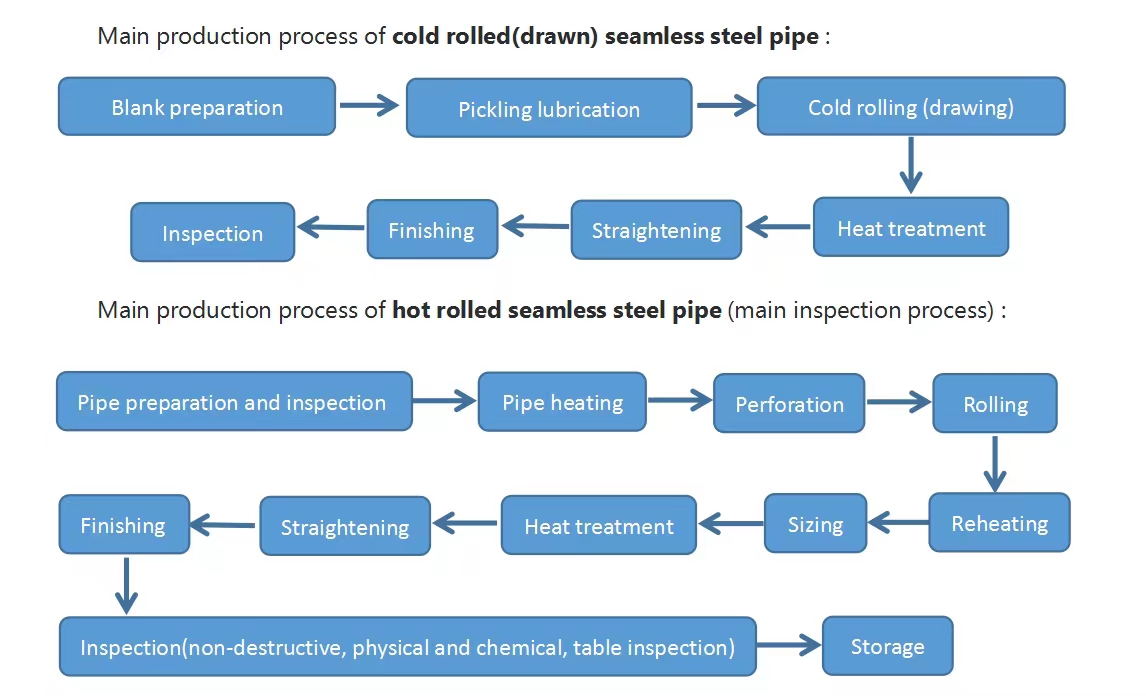
API 5L X52NS PSL 2 נאָטלאָז שטאָל רער ACC.To IPS-M-PI-190(3) & NACE MR-01-75 פֿאַר זויער סערוויס מוזן דורכגיין היץ באַהאַנדלונג נאָך פּראָדוקציע. און זאָל דורכגיין HIC און SSC טעסץ.
גראַד און כעמישע צוזאַמענשטעל (%)פֿאַר API 5Lפּי-עס-על-2
| סטאַנדאַרט |
| כעמישע צוזאמענשטעלונג(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | V ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
Nb+V+Ti≤0.15%
נב+V≤0.06%
ווען מען טוט א פּראָדוקט כעמישע אַנאַליז, צוויי אַנאַליזן פּער היץ פון שטאָל גענומען פון באַזונדערע פּראָדוקט זאכן
מעכאַנישע אייגנשאַפטן פון API 5LX52NSPSL 2 נאָטלאָז שטאָל רער ACC.To IPS-M-PI-190(3) &NACE MR-01-75 פֿאַר זויער סערוויס:
| טראָגן שטאַרקייט(MPa) | ציען שטאַרקייט(MPa) | פֿאַרלענגערונג A% |
| MPa | MPa | פֿאַרלענגערונג (מינוט) |
| 36O-530MPa | 460-760MPa | 20 |
בענד טעסט
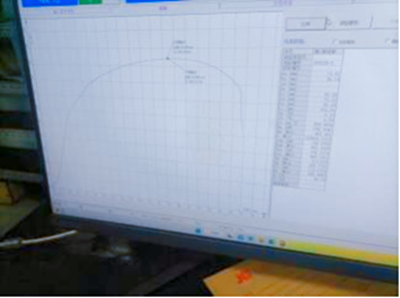
מעכאנישע אייגנשאפטן טעסט

כאַרדנאַס טעסט
פֿאַרטיקע רער OD WT לענג, ייבערפלאַך קוואַליטעט, גראָדקייט, פּאָלירן די דעפעקטירטע רער וויזואַל און דימענסיאָנאַלע דורכקוק.
1. אָד טאָלעראַנץ: (-0.75% ד, + 0.75% ד).
רער ענדס OD טאָלעראַנץ: ±0.005D.
2.WT טאָלעראַנץ: (+15%t, -12.5%t).
3. אָוואַליטעט פון רער גוף: ±0.020D, אָוואַליטעט פון ענדס: ±0.015D.
די WT אין יעדן פונקט פון די רער זאָל זיין מער ווי 87.5% פון נאָמינאַלער וואַנט גרעב.
די WT אויף די ענדס פון די רערן ווערט געמאסטן מיט א מיקראמעטער.
וואַנט גרעב מעסטונגען אויף רער גוף ווערט דורכגעפירט דורך מאַנועלע UT פֿאַר WT וואָס דעקן 3 רינגען אָדער סעקציע איבערן גאַנצן רער גוף מיט 6 מעסטונגען ביי יעדער סעקציע.
4. רער קערפער בייג גראַד: 0.20% פון די רער לענג געמאסטן מיט אַ געלערנט ליניע.
5. רער עק בייג גראַד: זאָל נישט זיין מער ווי 3.0 מם אין 1.2 מעטער. געמאָסטן מיט אַ גלייכער שטאַנג.

אויס דיאַמעטער דורכקוק

וואַנט גרעב דורכקוק

סוף אינספּעקציע

גלייכקייט דורכקוק

UT אינספּעקציע

אויסזען דורכקוק
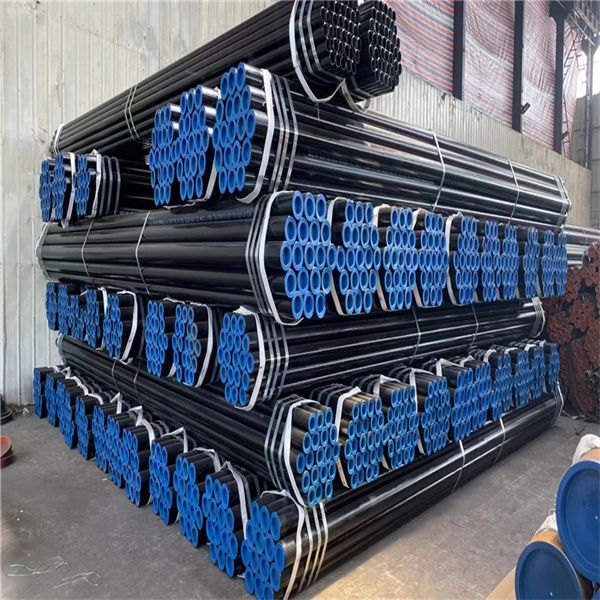
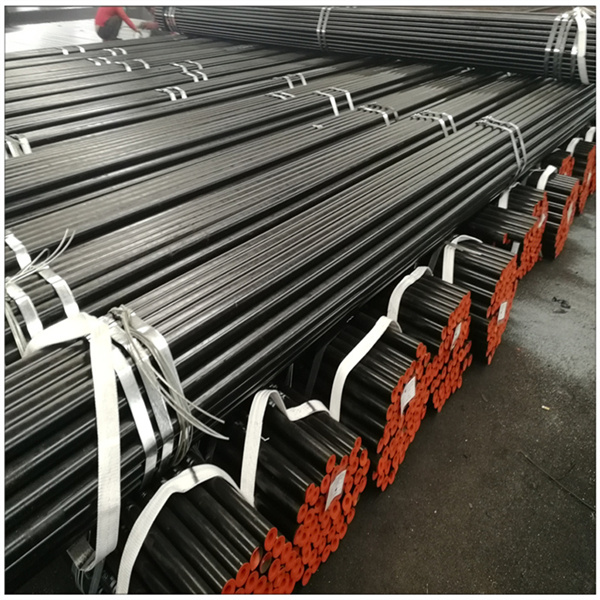
נאַקעטע רער אָדער שוואַרץ / לאַק קאָוטינג (לויט קונה ס באדערפענישן);
6" און ווייטער אין פּעקלעך מיט צוויי וואַטענע שלינגען;
ביידע ענדס מיט ענד פּראָטעקטאָרס;
פּשוטער עק, קעוול עק (2" און העכער מיט קעוול ענדס, גראַד: 30~35°), מיט פֿאַרבינדונגען און קאַפּלינג;
מאַרקירן.


נאָטלאָזע רער שיף צו קאַטאַר

נאָטלאָזע רער שיף צו פּאַקיסטאַן

נאָטלאָזע רער שיף צו דרום אפריקע

נאָטלאָזע רער שיף צו עקוואַדאָר