
JIS G 3444 שטאָל רעראיז אַ סטרוקטורעלער טשאַד שטאָל רער געמאכט דורך סימלאַס אָדער וועלדעד פּראָצעס, דער הויפּט געניצט אין יידל אינזשעניריע און קאַנסטראַקשאַן.

נאַוויגאַציע קנעפּלעך
גרייס קייט
גראַד קלאַסיפיקאַציע
JIS G 3444 פאַבריקאַציע פּראָצעסן
רער ענד טיפּ
כעמישע צוזאמענשטעלונג פון JIS G 3444
מעכאנישע אייגנשאפט פון JIS G 3444
פלאַטנינג קעגנשטעל
בענד טעסט
אַנדערע טעסץ
רער וואָג טיש פון JIS G 3444
דימענסיאָנעלע טאָלעראַנץ פון JIS G 3444
אויסזען
מאַרקירן
JIS G 3444 אַפּליקאַציע
פֿאַרבונדענע סטאַנדאַרדן
אונדזערע מעלות
גרייס קייט
אַלגעמיינע צוועק אויסערלעכע דיאַמעטער: 21.7-1016.0 מם;
יסודות-פּײַלן און פּײַלן פֿאַר לאַנדסלייד-אונטערדריקונג OD: אונטער 318.5 מם.
JIS G 3444 פאַבריקאַציע פּראָצעסן
די רערן זאָלן פאַבריצירט ווערן דורך אַ קאָמבינאַציע פון די רער פאַבריקאַציע מעטאָד און די פאַרענדיקונג מעטאָד וואָס זענען אנגעוויזן.

רערן קענען זיין ריכטיק היץ באהאנדלט אויב געוואלט.
אויב פארלאנגט דורך דעם קויפער, קען די רער זיין פאבריצירט פון א באדעקטן שטאל בויגן אדער באדעקטן שטאל שטאנג. אין דעם פאל, זאל דער טיפ באדעקונג און די קוואליטעט פון דער באדעקונג זיין לויט די באדערפענישן פון JIS G 3444, אנעקס A.
די טיפן פון קאָוטינג וואָס קענען געווענדט ווערן זענען הייס-דיפּ צינק קאָוטינג, עלעקטראָליטיש צינק קאָוטינג, הייס-דיפּ אַלומינום קאָוטינג, הייס-דיפּ צינק-5% אַלומינום צומיש קאָוטינג, הייס-דיפּ 55% אַלומינום-צינק צומיש קאָוטינג, אָדער הייס-דיפּ צינק-אַלומינום-מאַגנעזיום צומיש קאָוטינג.
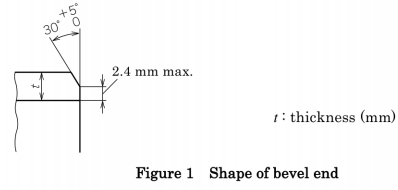
רער ענד טיפּ
שטאָל רער ענדס זאָלן זיין פלאַך.
אויב די רער דאַרף ווערן פּראַסעסט אין אַ בעוועלד עק, איז דער ווינקל פון דער בעוועל 30-35°, בעוועל ברייט פון די שטאָל רער ברעג: איז מאַקס 2.4 מם.
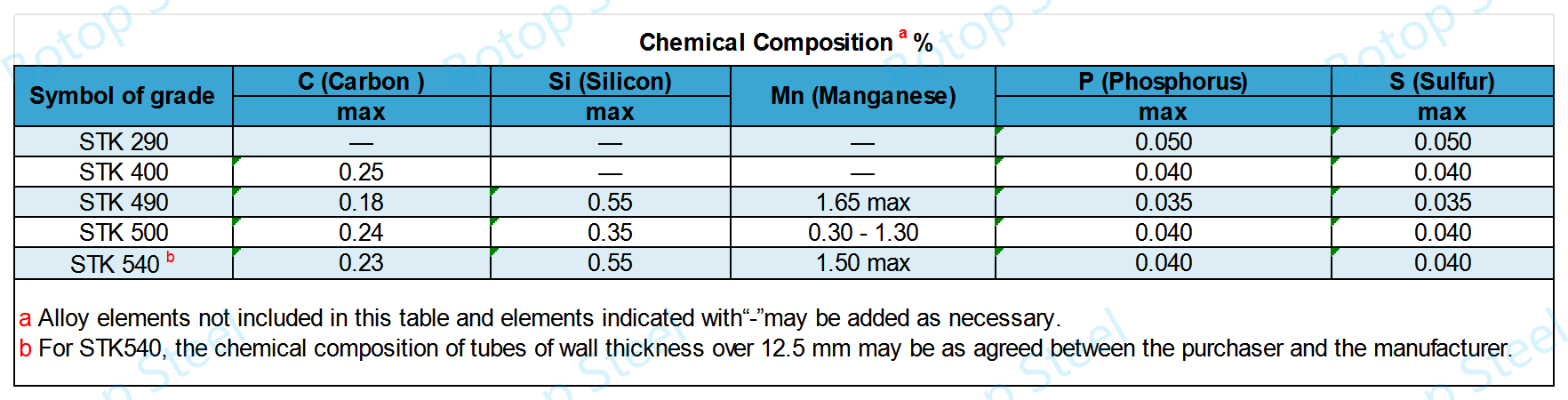
כעמישע צוזאמענשטעלונג פון JIS G 3444
טערמישע אנאליז מעטאדן זאלן זיין אין איינקלאנג מיט די רעקווייערמענטס אין JIS G 0320.
די מעטאָדע פון פּראָדוקט אַנאַליז זאָל זיין אין לויט מיט די רעקווירעמענץ אין JIS G 0321.
מעכאנישע אייגנשאפט פון JIS G 3444
די אַלגעמיינע רעקווירעמענץ פֿאַר מעכאַנישע טעסץ זאָלן זיין אין לויט מיט סעקשאַנז 7 און 9 פון JIS G 0404.
אבער, די סאַמפּלינג מעטאָד פֿאַר מעכאַנישע טעסץ זאָל זיין אין לויט מיט די רעקווירעמענץ פון קלאַס א פּראָוויזשאַנז אין סעקציע 7.6 פון JIS G 0404.
צוג-שטאַרקייט און ייעלד פונקט אדער באַווייַז דרוק
צוג-שטאַרקייט און ייעלד פונקט אדער באווייז-שפּאַנונג, ווי אויך די צוג-שטאַרקייט ביים שווייס, זאָלן באַפרידיקן די ווערטן ספּעציפֿיצירט אין טאַבעלע 3.

די צענטראל שטאַרקייט פון די וועלד איז אָנווענדלעך צו אויטאָמאַטיש באָגן וועלדעד רערן.
די שטאַרקייט פון דער שוועַל איז די זעלבע ווי די וואָס איז נויטיק פֿאַר דעם רער-קערפּער. דער געשוועַלסטער טייל איז אָפט דער שוואַכער פֿאַרבינדונג אין דער סטרוקטור, אַזוי האָבן די זעלבע צוג-שטאַרקייט גאַראַנטירט די פֿאַרלעסלעכקייט פֿון דער געשוועַלסטער סטרוקטור.
טאַבעלע 3 כּולל אויך די דיסטאַנץ רעקווירעמענץ פֿאַר פלאַטנינג קעגנשטעל און די רעקווירעמענץ פֿאַר בייג ווינקל און בייג ראַדיוס ביים בייגאַביליטי עק.
פֿאַרלענגערונג
די פארלענגערונג וואָס קאָראַספּאַנדירט צו דער רער פּראָדוקציע מעטאָדע איז געוויזן אין טאַבעלע 4.
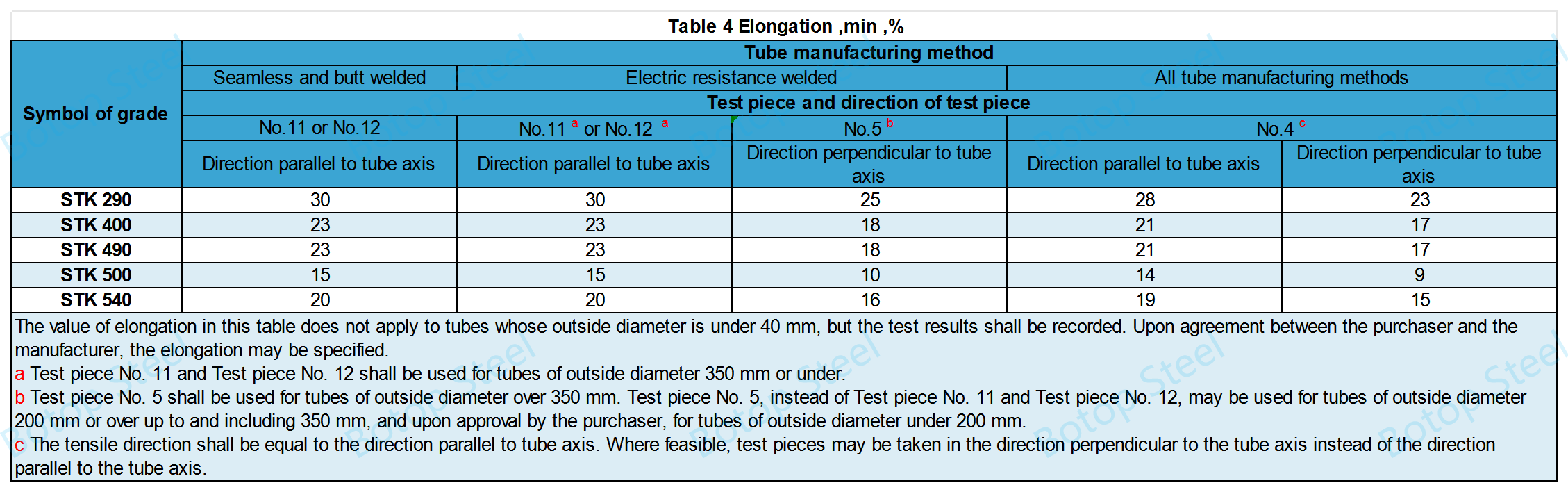
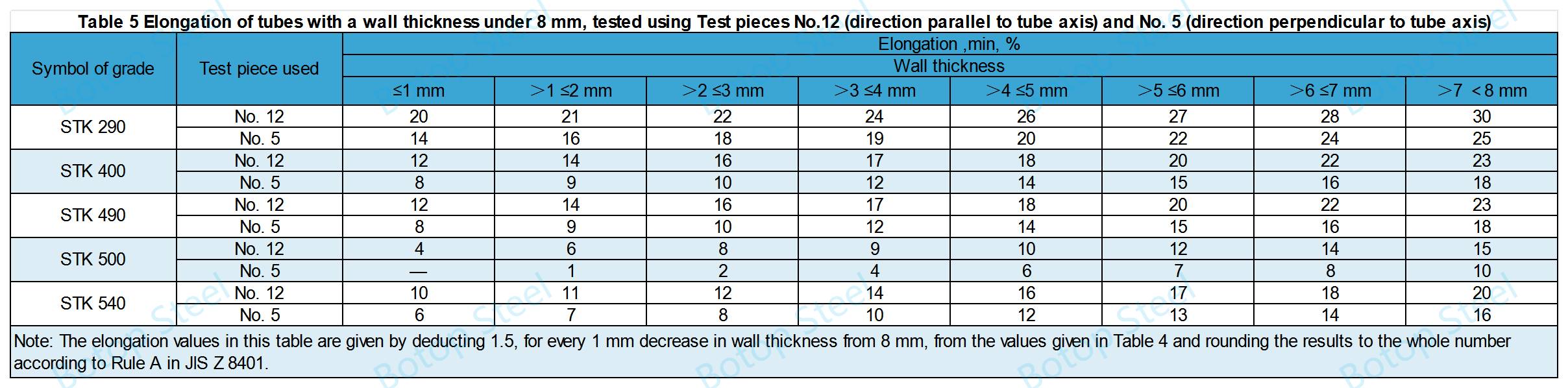
אבער, ווען דער צוג-טעסט ווערט דורכגעפירט אויף טעסט שטיק נומער 12 אדער טעסט שטיק נומער 5 גענומען פון דער רער אונטער 8 מ"מ אין וואנט גרעב, זאל די פארלענגערונג זיין אין איינקלאנג מיט טאבעלע 5.
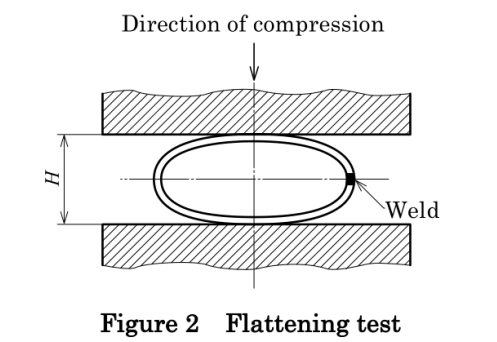
פלאַטנינג קעגנשטעל
שטעלט דעם טעסט־שטיק ביי א געווענליכער טעמפעראטור (5 °C ביז 35 °C) צווישן צוויי גלייכע פלאטעס און דריקט עס צו גלייכן ביז די דיסטאנץ צווישן די פלאטעס H ווערט גלייך צו אדער קלענער ווי דער ווערט ספעציפיצירט אין טאבעלע 3, דערנאך קוקט אויף די טעסט־שטיק פאר ריסן.
שטעלט די וועַלס פון קעגנשטעל-געוועַסט שטאָל רער און באַט-געוועַסט שטאָל רער אַזוי אַז די ליניע צווישן דעם צענטער פון דער רער און דעם וועַל איז פּערפּענדיקולאַר צו דער ריכטונג פון קאַמפּרעשאַן.
בענד טעסט
בייגט דעם טעסט שטיק אַרום אַ צילינדער ביי געוויינטלעכער טעמפּעראַטור (5 °C ביז 35 °C) מיט אַ בייג ווינקל נישט ווייניקער ווי דער מינימום בייג ווינקל ספּעציפֿיצירט אין טאַבעלע 3, און מיט אַן אינעווייניקסטן ראַדיוס נישט מער ווי דער מאַקסימום אינעווייניקסטער ראַדיוס ספּעציפֿיצירט אין טאַבעלע 3, און אונטערזוכט דעם טעסט שטיק פֿאַר ריסן.
כדי צו טעסטן די עלעקטרישע קעגנשטעל-געשוועיסטע שטאָל רער און שטויס-געשוועיסטע שטאָל רער, שטעלט דעם טעסט שטיק אַזוי אַז די וועיסט איז 90 °C פון דער אויסערסטער פּאָזיציע פון דער בייג.
אַנדערע טעסץ
הידראָסטאַטישע טעסץ, ניט-דעסטרוקטיווע טעסץ פון שווייסיז, אדער אנדערע טעסץ זאָלן זיין מסכים געווען אין שטייַגן אויף די באַטייַטיק באדערפענישן.
רער וואָג טיש פון JIS G 3444
שטאָל רער וואָג קאַלקולאַציע פאָרמולע
W=0.02466 ט (דט)
Wאיינהייט מאַסע פון רער (קג/מ²)
tוואַנט גרעב פון רער (מם)
Dאויסערלעכער דיאַמעטער פֿון דער רער (מם)
0.02466איינהייט קאנווערזשאַן פאַקטאָר פֿאַר באַקומען W
די פֿאָרמולע איז באַזירט אויף דעם פֿאַקט אַז די געדיכטקייט פֿון שטאָל איז 7.85 ג/קמ³.
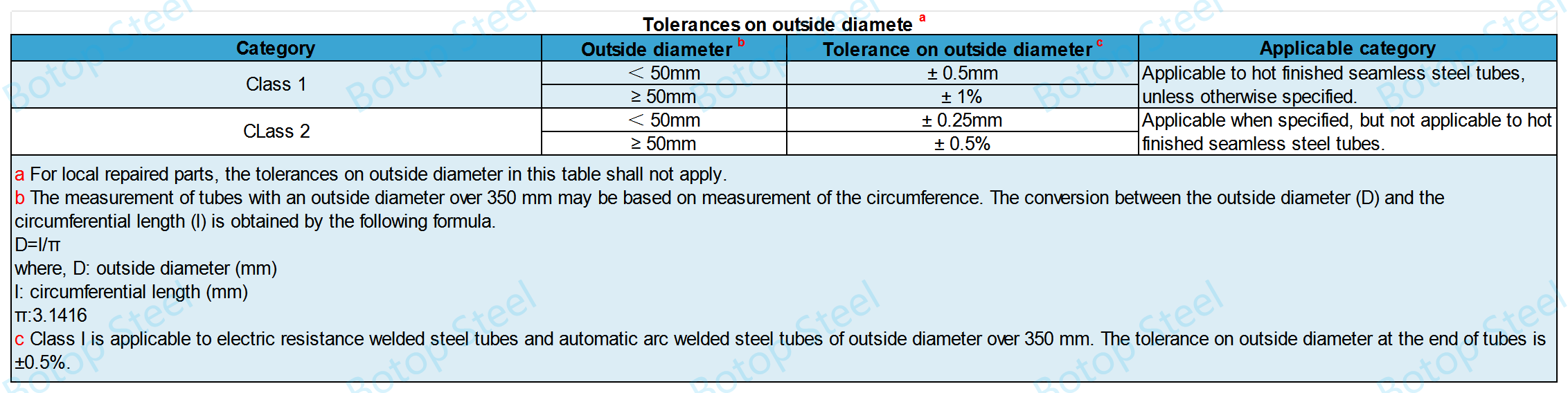
דימענסיאָנעלע טאָלעראַנץ פון JIS G 3444
אויסער דיאַמעטער טאָלעראַנץ
וואַנט גרעב טאָלעראַנץ

לענג טאָלעראַנץ
די טאָלעראַנץ פון די לענג פון די שטאָל רער, די נעגאַטיווע טאָלעראַנץ איז נול, די פּאָזיטיווע טאָלעראַנץ איז נישט עקספּליציט פארלאנגט, דער קויפער און דער פאַבריקאַנט צו באַשליסן דורך קעגנצייַטיק העסקעם.
אויסזען
די אינעווייניקסטע און אויסווייניקסטע ייבערפלאַכן פון די שטאָל רער זאָלן זיין גלאַט און פריי פון חסרונות וואָס זענען נישט גינציק פֿאַר נוצן.
אַנטי-קעראָוזשאַן קאָוטינגז ווי צינק-רייַך קאָוטינגז, עפּאָקסי קאָוטינגז, פאַרב קאָוטינגז, אאז"ו ו קענען זיין געווענדט צו די עקסטערנע אָדער אינטערנע סערפאַסיז.
מאַרקירן
יעדע שטאָל רער זאָל זיין באַצייכנט מיט די פאלגענדע אינפֿאָרמאַציע.
a)סימבאָל פון גראַד.
b) סימבאָל פֿאַר פּראָדוקציע מעטאָד.דער סימבאָל פֿאַר דער פּראָדוקציע מעטאָדע זאָל זיין ווי פאָלגט. אַ שטריכעלע קען זיין ריפּלייסט מיט אַ ליידיקן אָרט.
1) הייס-פאַרטיק נאָטלאָז שטאָל רער: -SH
2) קאַלט-פאַרטיק נאָטלאָז שטאָל רער: -SC
3) ווי עלעקטריש קעגנשטעל געשוועיסט שטאָל רער: -EG
4) הייס-פאַרטיק עלעקטריש קעגנשטעל געשוועיסט שטאָל רער: -EH
5) קאַלט-פאַרטיק עלעקטריש קעגנשטעל וועַלסטעד שטאָל רער: -EC
6) שטויס-געשוועיסטע שטאָל רערן -B
7) אויטאָמאַטישע באָגן-געשוועיסטע שטאָל רערן -א
c) דימענסיעס.דער אויסערלעכער דיאַמעטער און וואַנט גרעב זאָל זיין אָנגעצייכנט.
d) פאַבריקאַנט'ס נאָמען אָדער אַבריווייישאַן.
ווען די מאַרקירונג אויף אַ רער איז שווער ווײַל זײַן אויסערלעכער דיאַמעטער איז קליין, אָדער ווען דער קויפער בעט דאָס, קען די מאַרקירונג געגעבן ווערן אויף יעדן פּעקל רערן דורך אַ פּאַסיקן מיטל.
מעטאָדן ווי למשל די נוצן פון עטיקעטן, א.א.וו.
JIS G 3444 אַפּליקאַציע
זיי ווערן גענוצט פֿאַר ציוויל אינזשעניריע און אַרכיטעקטור ווי שטאָל טורעמס, סקאַפאָולדינגז, פוס-פּיילז, יסוד-פּיילז, און פּיילז פֿאַר לאַנדסלייד סאַפּרעשאַן.
פֿאַרבונדענע סטאַנדאַרדן
דזשי-עס ג 3452: ספּעציפֿיצירט קאַרבאָן שטאָל רערן פֿאַר אַלגעמיינע צוועקן (אַנדערש פֿון סטרוקטורעלע צוועקן און מער פֿאָקוסירט אויף דעם טראַנספּאָרט פֿון פֿליסיקייטן אָדער גאַזן).
דזשי-עס ג 3454: ספּעציפֿיצירט סטאַנדאַרדן פֿאַר קאַרבאָן שטאָל רערן פֿאַר דרוק רערן.
ASTM A500: דעקט קאַלט-געפאָרעמטע געשוועיסטע און נאָטלאָזע קאַרבאָן שטאָל סטרוקטורעלע רערן און איז ענלעך צו JIS G 3444 אין עטלעכע פון זיינע רעקווייערמענץ.
EN 10219: דעקט קאַלט-פאָרמירטע געשוועיסטע ליידיגע סעקשאַנז פֿאַר סטרוקטורעלע צוועקן, אַרייַנגערעכנט קייַלעכדיקע, קוואַדראַטישע און רעכטעקיקע פּראָופיילז.
אונדזערע מעלות
זינט זיין גרינדונג אין 2014, איז באָטאָפּ סטיל געוואָרן אַ פירנדיקער סאַפּלייער פון קאַרבאָן שטאָל רערן אין נאָרדערן כינע, באַקאַנט פֿאַר ויסגעצייכנטן סערוויס, הויך-קוואַליטעט פּראָדוקטן און קאָמפּרעהענסיוו לייזונגען.
די פירמע אָפפערט אַ פאַרשיידנקייט פון טשאַד שטאָל רערן און פֿאַרבונדענע פּראָדוקטן, אַרייַנגערעכנט סימלאַס, ERW, LSAW, און SSAW שטאָל רער, ווי אויך אַ פולשטענדיקע ליינאַפּ פון רער פיטינגז און פלאַנדזשעס.
אירע ספעציאליטעט פּראָדוקטן אַרייַננעמען אויך הויך-קוואַליטעט אַלויז און אַוסטעניטישע ומבאַפלעקט שטאָל, צוגעפּאַסט צו טרעפן די פאָדערונגען פון פֿאַרשידענע רערנ - ליניע פּראָיעקטן.
טאַגס: דזשיס ג 3444, קאַרבאָן שטאָל רער, שטיק, שטאָל רער, סטרוקטור רער.
פּאָסט צייט: 10טן מײַ 2024